Disclosure: This post contains affiliate links and I will be compensated if you make a purchase after clicking through my links. Learn More
Welding is a process that joins metals using heat or pressure. A strong weld should have the right shape, with enough metal to fill the gap between the parts. But sometimes, the weld bead is too low or sunken. This is called underfill. Underfill weakens the joint, can cause leaks, and often leads to failure in the field. Many welders and inspectors see this problem, but understanding what causes it helps prevent mistakes and improve quality.
This article explains why underfill happens in a weld bead. You will see how technique, equipment settings, materials, and even the environment can affect the weld. There are detailed examples, common mistakes, and advice for both beginners and experienced welders.
The goal is to help you spot underfill early and avoid it in your work, whether you weld for construction, automotive, pipelines, or repairs.
What Is Underfill In Welding?
Underfill means the weld bead does not rise enough above the surface, or is lower than the base metal. The result is a groove or dip along the weld. Good welds should be slightly raised or flat, not sunken. Underfill is different from undercut, which is a groove at the edge of the weld.
Visual Signs Of Underfill
- The weld looks sunken or shallow.
- There is a visible groove along the center or edge of the bead.
- You can feel a dip if you run your finger across the weld.
Underfilled welds are weak points. They can crack, leak, or break under load. Standards from groups like the American Welding Society (AWS) limit how much underfill is allowed.
Why Is Underfill A Serious Problem?
Underfill is not just about looks. It has real effects on the strength and safety of welded structures.
- Weak joints: Less metal means less strength.
- Stress concentration: Grooves act like notches where cracks can start.
- Leaks: In tanks or pipes, underfill can cause leaks.
- Failed inspections: Many codes do not allow underfilled welds.
A well-made weld protects lives and property. Underfill puts both at risk.
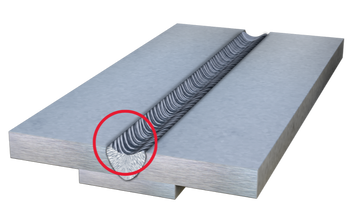
Credit: www.earlbeck.com
Main Causes Of Underfill In A Weld Bead
Underfill comes from many sources. Some are about how the welder works, others are about the settings or materials. Below are the most common causes explained in detail.
1. Incorrect Welding Technique
The way a welder moves the torch, gun, or electrode can cause underfill.
Poor Travel Speed
If you move too fast along the joint, you do not give enough time for the metal to fill the gap. The bead becomes thin and sunken. Moving too slow can cause too much buildup, but moving too fast is a common cause of underfill.
Wrong Electrode Angle
Holding the electrode at a sharp angle makes the metal flow away from the joint. The bead may not fill the groove fully, leading to underfill.
Bad Weaving
Some joints need a weaving motion to spread metal across the gap. If the weave is too narrow, the edges may not fill. If you skip weaving where needed, underfill is likely.
Example
A beginner welding a butt joint in flat position moves quickly, keeps a straight line, and does not weave. The result: a weld with a visible groove in the center.
2. Low Welding Current Or Voltage
Welding machines let you set the current (amperage) and voltage. Both affect how much metal is melted and added to the joint.
- Low current: Not enough heat to melt filler metal or base metal.
- Low voltage: Poor arc stability, leading to narrow or incomplete beads.
If the settings are too low, the bead lacks enough molten metal to fill the groove. This is a common error with new welders who fear burning through thin materials.
Data Example
In Shielded Metal Arc Welding (SMAW), using an E6010 rod at 60 amps instead of the recommended 90-100 amps for a 3.2 mm rod often causes underfill.
3. Improper Filler Metal Addition
Filler metal is what builds up the bead. If you add too little, underfill happens.
Not Feeding Enough Filler
In Gas Tungsten Arc Welding (GTAW/TIG), you must feed the rod by hand. If you feed too slowly, or skip spots, the bead will be sunken.
Wrong Filler Rod Size
Using a thin filler rod when the joint needs more metal means you cannot fill the groove properly, especially in wide gaps.
Example
A TIG welder uses a 1. 0 mm rod for a 5 mm plate joint. There is not enough filler to fill the gap, so the bead sags below the surface.
4. Incorrect Joint Preparation
The shape and size of the gap between pieces matter.
- Too wide: Needs more filler. If not added, underfill happens.
- Wrong bevel angle: Makes the groove hard to fill.
- Dirty surfaces: Prevents good fusion and metal flow.
Bad fit-ups force welders to stretch the metal too far. If they do not compensate, the weld stays low.
5. Poor Joint Alignment
If the parts are not level or aligned, some areas will need more metal. If the welder does not notice, underfill appears in the low spots.
Example
Welding two pipes that are offset by 2 mm. The low side is hard to fill, and often shows underfill after welding.
6. Wrong Welding Position
Welding in flat position is easier to fill. Overhead, vertical, or horizontal positions make it harder to control the molten pool. Metal tends to sag or run, leaving underfilled spots if you do not adjust technique and settings.
Data Table: Effect Of Welding Position On Underfill Tendency
| Position | Underfill Risk | Reason |
|---|---|---|
| Flat | Low | Gravity helps pool stay in place |
| Horizontal | Medium | Metal may flow to one side |
| Vertical | High | Metal sags downward, hard to fill top |
| Overhead | Very High | Gravity pulls metal away, pool control difficult |
7. Use Of Incorrect Welding Process
Some welding processes are better for filling large gaps. For example, Flux-Cored Arc Welding (FCAW) or Submerged Arc Welding (SAW) can deposit more metal quickly than TIG. Using a process that does not match the joint can cause underfill.
Example
Trying to fill a wide V-groove with TIG takes too long and often leads to underfill, while MIG or FCAW would fill it faster and more completely.
8. Wrong Electrode Or Filler Metal Type
Each electrode or filler metal is designed for a certain deposit rate and joint type. Using the wrong type may lead to low metal addition and underfill.
Data Example
An E6013 SMAW rod deposits less metal per pass than E7018. If you use E6013 where more fill is needed, underfill is more likely.
9. Inadequate Number Of Passes
Some joints, like thick plates, need more than one weld bead (multi-pass welding). If you make too few passes, or skip layers, the groove will not fill up.
Example
A welder does a single pass on a 12 mm thick V-groove joint. The bead does not fill the groove, leaving underfill in the center.
10. Excessive Joint Gap
If the gap between parts is wider than planned, it takes much more filler metal to fill. If the welder does not notice and adjust, underfill will happen.
Table: Recommended Joint Gaps For Common Plate Thicknesses
| Plate Thickness (mm) | Recommended Gap (mm) | Risk if Gap Increases |
|---|---|---|
| 3 | 1.5 | Underfill likely if gap > 2 mm |
| 6 | 2-3 | Underfill likely if gap > 4 mm |
| 12 | 3-4 | Underfill likely if gap > 5 mm |
11. High Welding Speed
Moving too quickly does not allow enough filler or time for the metal to flow into the joint. This is especially true with automated welding or inexperienced operators.
Example
A production line MIG welder sets travel speed to 40 cm/min instead of 25 cm/min. The welds come out thin and underfilled.
12. Poor Control Of Heat Input
Heat input must match the joint and material. Low heat means poor fusion and fill. High heat can cause burn-through or excessive spread, but low heat is a key cause of underfill.
Calculation Example
Heat input (in kJ/mm) = (Voltage x Current x 60) / (Travel Speed x 1000)
If you decrease current or voltage, or increase speed, heat input drops. This leads to underfill if not adjusted.
13. Improper Electrode Manipulation
Welders must manipulate the electrode to spread metal across the joint. Poor manipulation, such as keeping the bead too narrow or not pausing at the edges, causes underfill.
Example
A welder rushes along the joint, keeps the arc centered, and does not pause at the edges. The result: a narrow, sunken weld bead.
14. Using Worn Or Incorrect Welding Nozzles And Tips
In processes like MIG, worn or wrong-sized nozzles affect gas coverage and metal flow. Poor shielding can lead to poor bead formation and underfill.
15. Shielding Gas Problems
Poor gas flow, wrong gas type, or leaks cause the arc to become unstable. The bead may not form correctly, and the joint may not fill. This is common in MIG and TIG welding.
Example
Using pure CO2 instead of a mix gas in MIG can cause poor bead shape and underfill.
16. Surface Contamination
Oil, rust, paint, or moisture on the base metal stops proper fusion and metal flow. The filler metal does not wet the surface, so the bead stays low.
17. Incorrect Preheat Or Interpass Temperature
Some metals need preheating to allow proper flow. If the base metal is too cold, the weld pool cools too quickly, and the filler metal does not fill the groove.
Example
Welding thick steel at 10°C without preheating. The weld pool cools fast, causing underfill.
18. Using Low-quality Or Wrong Welding Wire/rod
Cheap or incorrect filler material may have poor flow. This can make it difficult to fill the joint and results in underfill.
19. Environmental Factors
Wind, low temperatures, or humidity can affect the arc and bead shape. Wind can blow away shielding gas, while cold slows the weld pool, leading to underfill.
20. Lack Of Experience Or Training
Many underfill cases result from inexperienced welders. They may set the wrong parameters, use incorrect techniques, or fail to spot joint problems.
Non-obvious Insight
Even skilled welders sometimes overlook the effect of joint restraint. If the parts move or pull apart during welding, the joint opens up, causing late-stage underfill.
How To Prevent Underfill In Welding
Avoiding underfill is possible with good practice, attention to detail, and the right setup. Here are ways to reduce the risk.
1. Set Correct Welding Parameters
Adjust current, voltage, and travel speed for each job. Use charts or machine guides for your process. If unsure, start with standard settings and test on scrap pieces.
2. Prepare The Joint Properly
Clean surfaces, align parts, and set the correct gap and bevel. Use clamps to hold parts steady. Check fit-up before starting.
3. Use The Right Filler Metal
Match the filler rod or wire size to the joint. For wide or deep grooves, use a thicker rod. Always check manufacturer recommendations.
4. Choose The Suitable Welding Process
For thick or wide joints, select a process that can deposit enough metal quickly, like FCAW or SAW. Avoid low-deposition processes for large joints.
5. Practice Proper Welding Technique
Maintain the right angle, travel speed, and arc length. Weave or pause as needed to fill the groove fully. If welding in overhead or vertical positions, adjust your method to control the pool.
6. Use Multiple Passes For Thick Joints
Plan the number of passes for deep grooves. Fill each layer before adding the next. Do not skip layers.
7. Monitor And Adjust As Needed
Watch the bead shape as you weld. If you see a groove forming, slow down or add more filler. Stop and fix problems early.
8. Control Heat Input
Use preheat for thick or cold metals. Keep interpass temperature steady between passes, especially for large jobs.
9. Protect The Weld Area
Shield the area from wind or drafts. Use screens if welding outdoors. Make sure the shielding gas flow is correct.
10. Train And Update Skills
Practice with different joints and positions. Attend training or review standards regularly.

Credit: technoweld.com.au
Examples Of Underfill In Different Industries
Underfill is a problem in many fields. Here are some real-world examples:
- Pipeline construction: Underfill can cause leaks in oil or gas pipelines. Inspection teams often reject underfilled welds.
- Automotive repair: Frame welds with underfill may crack in crashes.
- Shipbuilding: Underfilled seams can let water in, risking sinking or corrosion.
- Structural steel: Bridges or buildings with underfilled welds may fail under heavy loads.
Common Myths And Mistakes About Underfill
Some welders believe underfill is only a cosmetic problem. This is not true. Codes and inspectors reject underfilled welds for safety reasons.
Another mistake is using one technique for all jobs. Each joint, position, and material needs its own approach. Rushing or ignoring setup details almost always leads to underfill.
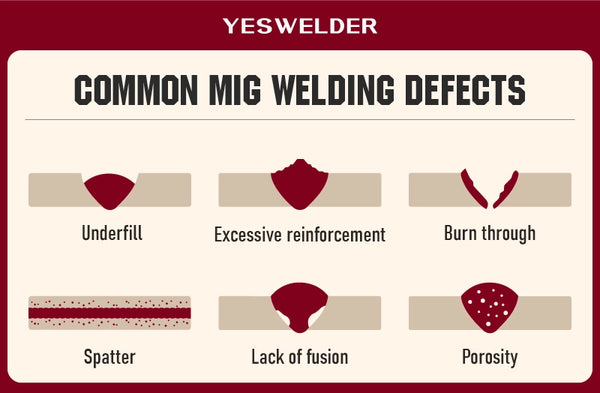
Credit: yeswelder.com
Inspection And Detection Of Underfill
Inspectors check for underfill using visual tools, gauges, or even ultrasonic testing. The common methods are:
- Visual inspection: Look and feel for grooves or dips.
- Weld gauges: Measure the height of the bead.
- Ultrasonic/RT: Advanced tests to find hidden underfill in thick joints.
Standards often limit underfill to less than 1 mm or 10% of base metal thickness, whichever is less. Check the code for your project.
Repairing Underfilled Welds
When inspectors find underfill, you must fix it. Common repair steps:
- Grind out the underfilled area.
- Clean the joint.
- Weld again, adding enough filler to bring the bead flush or slightly above the surface.
- Re-inspect.
Repairs take time and cost money, so preventing underfill is always better.
Key Differences: Underfill Vs. Undercut
Welders sometimes confuse these two defects.
| Defect | Location | Appearance | Cause |
|---|---|---|---|
| Underfill | Center or full width of bead | Sunken bead, groove along weld | Not enough filler, poor technique, low heat |
| Undercut | Edge of bead | Groove at toe of weld | Too hot, fast travel, wrong angle |
Non-obvious Insights About Underfill
- Joint restraint is often ignored. If the parts move apart during welding, the groove opens up and the bead may not fill, causing late-stage underfill even if the weld started well.
- Filler metal composition can affect flow. Some alloys wet better and fill grooves more easily, while others “stick” and are hard to spread. Always check if the filler suits your base metal and joint type.
Frequently Asked Questions
What Is The Main Difference Between Underfill And Undercut In Welding?
Underfill means the whole weld bead is below the surface or not filled enough. Undercut is a groove at the edge of the bead, where the base metal is melted away. Both are defects, but they look different and have different causes.
Can Underfill Be Repaired, Or Must The Weld Be Redone Completely?
Most underfilled welds can be repaired. The usual method is to grind out the sunken area, clean it, and re-weld to fill the groove. Inspectors will check repairs before approving.
How Can I Avoid Underfill When Welding Vertical Or Overhead Positions?
Use correct technique for the position: reduce travel speed, use a weave or pause at the edges, and keep the arc short. Adjust parameters to ensure enough filler is added and the pool does not sag.
Does Underfill Always Mean The Weld Is Weak?
Usually, yes. Underfill means there is less metal joining the parts, making the weld weaker. Even if it looks strong, tests often show that underfilled welds break more easily.
Are There Industry Standards On How Much Underfill Is Allowed?
Yes. Most standards, like those from the American Welding Society (AWS), set strict limits on underfill. For example, AWS D1.1 limits underfill to 1 mm or 10% of base metal thickness, whichever is less. Always check the code for your project or industry. For more details, see the official AWS D1.1 Structural Welding Code.
—
Welders who understand the causes of underfill can avoid it by controlling their technique, equipment, and environment. Good welds keep people safe and save time and money on repairs. By following best practices and learning from mistakes, you can produce strong, reliable joints every time.

