Disclosure: This post contains affiliate links and I will be compensated if you make a purchase after clicking through my links. Learn More
Exhaust systems play a crucial role in vehicles. They remove harmful gases, lower noise, and help engines run well. Welding these systems is not simple because the materials are thin and the shapes are curved. Many people ask: What welding process is best for exhaust systems? The answer depends on the metal, skill level, tools, and the result you want.
This article breaks down the most used welding methods for exhaust systems. You will learn about each process, what makes it good or bad, and how to choose the right one. You’ll also get real-world tips and some facts that most beginners miss.
If you want to repair, upgrade, or build an exhaust, this guide will help you make smart choices and avoid common errors.
Why Welding Matters For Exhaust Systems
Exhaust pipes must handle high heat, vibration, and moisture. Welds in these systems must be strong, leak-proof, and flexible. Bad welds can cause leaks, noise, reduced performance, and even safety risks. Using the right welding process helps the exhaust system last longer and work better.
Some exhausts use stainless steel or mild steel. Stainless steel resists rust but is harder to weld. Mild steel is cheaper and easier to weld but may rust faster. The welding process you pick needs to work well with the metal you have.
Overview Of Main Welding Processes
There are four main welding processes used for exhaust systems:
- MIG Welding (Metal Inert Gas)
- TIG Welding (Tungsten Inert Gas)
- Stick Welding (Shielded Metal Arc Welding)
- Flux-Cored Arc Welding (FCAW)
Each process has unique strengths and weaknesses. The next sections explain each in detail.
Mig Welding For Exhaust Systems
MIG welding is one of the most popular choices for exhaust work. It uses a wire that feeds automatically and a gas shield to protect the weld from air.
How Mig Welding Works
- The welder holds a gun that feeds a thin wire.
- An electric arc melts the wire and the base metal.
- The weld area is covered by a gas (often argon and CO2) to keep out air.
- The wire fills the joint and becomes part of the exhaust.
Advantages
- Easy to Learn: Beginners can get good results fast. The process is forgiving if you set the machine right.
- Speed: MIG welding is fast. This helps if you have many joints to weld.
- Good for Thin Metals: Exhaust pipes are usually thin. MIG can weld thin steel without burning holes.
- Clean Welds: The shielding gas helps produce less spatter and clean welds.
- Versatile: Works on mild steel and stainless steel (with the right wire and gas).
Disadvantages
- Gas Needed: You need a gas cylinder. This adds cost and can be a problem outdoors (wind blows away the gas).
- Machine Setup: Settings must match the metal thickness and wire size. Wrong settings can cause weak welds or burn-through.
- Appearance: Welds look good, but not as smooth as TIG welds.
Typical Uses
MIG welding is common in repair shops and home garages. Many aftermarket exhaust kits use MIG welds. For most mild steel exhausts, MIG is the top choice.
Non-obvious Insight
Many beginners do not clean the metal enough before welding. Even new exhaust pipes can have oil, rust, or coating. Clean the joint with a wire brush and acetone for best results.
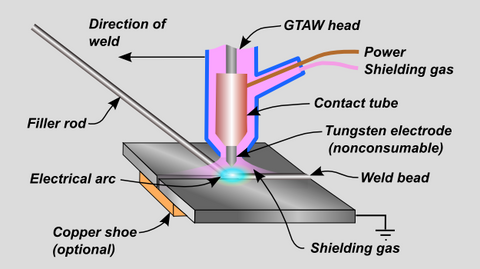
Tig Welding For Exhaust Systems
TIG welding is the favorite for high-end exhausts. It uses a tungsten electrode and a filler rod. The welder controls the heat and adds filler metal by hand.
How Tig Welding Works
- The welder holds a torch with a tungsten electrode.
- An electric arc forms between the electrode and the metal.
- The welder adds a filler rod as needed.
- Argon gas shields the weld.
Advantages
- Precise Control: TIG lets you control the weld pool and add just the right amount of filler.
- Best Appearance: TIG welds look smooth and even—often called “stack of dimes.”
- Strong, Clean Welds: There is little spatter. The weld is strong and resistant to leaks.
- Great for Stainless Steel: TIG is ideal for stainless steel, which is used in many custom or high-performance exhausts.
- No Spatter: Less clean-up after welding.
Disadvantages
- Harder to Learn: TIG takes time to master. You use both hands and control the heat carefully.
- Slower Process: TIG is much slower than MIG or Stick.
- Sensitive to Contamination: The metal must be very clean. Even tiny amounts of oil or rust can ruin the weld.
- Higher Cost: TIG machines and supplies cost more.
Typical Uses
TIG is popular for custom exhausts, show cars, motorcycles, and racing vehicles. Fabricators use TIG when looks and quality matter most.
Non-obvious Insight
TIG welding can cause “sugaring” (grainy, weak welds) inside stainless steel pipes if the inside is not shielded with argon gas. Professionals use a “back-purging” setup to flood the inside of the pipe with argon during welding. Skipping this step leads to rust and cracks inside the pipe, even if the outside looks perfect.
Stick Welding For Exhaust Systems
Stick welding uses a coated rod that melts to form the weld. It is common in heavy industry but less popular for exhaust systems.
How Stick Welding Works
- The welder holds a metal rod (electrode).
- The arc melts both the rod and the pipe.
- The rod’s coating makes a gas shield and leaves slag on the weld.
Advantages
- Low Cost: Stick welders are cheap and simple.
- No Gas Needed: Works outdoors in wind or rain.
- Strong Welds: Good for thick, rusty, or dirty steel.
Disadvantages
- Hard on Thin Metal: Stick welding usually burns through thin exhaust pipes.
- Messy Welds: Leaves slag and spatter. More clean-up is needed.
- Less Control: Harder to make neat welds, especially on curved pipes.
- Limited Metals: Not good for stainless steel exhausts.
Typical Uses
Stick welding is a last resort for exhaust work. It is used only when other machines are not available, or on thick, old pipes.
Non-obvious Insight
Some people use very small diameter rods (like 1/16 inch) at low amps to weld thin exhaust pipes. This works but is still tricky. You often get better results using another process.
Flux-cored Arc Welding (fcaw) For Exhaust Systems
Flux-cored welding is like MIG, but the wire has a flux core instead of using gas. It is often used outdoors or for quick repairs.
How Fcaw Works
- The welder uses a wire-feed machine, but the wire has flux inside.
- The flux makes a gas shield when burned.
- No gas bottle is needed.
Advantages
- No Gas Needed: Good for outdoor repairs.
- Portable: Machines are light and easy to carry.
- Fast: Can weld quickly.
Disadvantages
- Spatter and Slag: Leaves slag on the weld, which you must chip off.
- Not as Clean: Welds are messier compared to MIG or TIG.
- Limited on Thin Metal: Can burn through thin exhaust pipes.
- Wire Type Matters: Most flux-cored wire is for mild steel, not stainless.
Typical Uses
FCAW is used for quick repairs, especially outside. It is not often used for custom or high-quality exhausts.
Non-obvious Insight
Many hobby welders buy a “gasless” wire-feed welder thinking it will work well for exhausts. They do not realize that flux-cored welds are harder to make clean on thin pipes. These welders are best for thick, outdoor jobs, not fine exhaust work.

Credit: burnsstainless.com
Key Factors When Choosing A Welding Process
Every exhaust job is different. Here are the main things to consider before you choose a welding process:
Metal Type
- Stainless Steel: Needs TIG or MIG with special wire and gas.
- Mild Steel: Works with MIG, Stick, or FCAW.
- Aluminized Steel: Needs careful cleaning and the right wire.
Metal Thickness
- Thin pipes (1.5–2mm) need low heat and careful control. MIG and TIG are best.
- Thick flanges can use higher heat. Stick or FCAW may work.
Weld Location
- Under the car (difficult access): MIG or FCAW is easier.
- Visible areas (show car): TIG gives the best look.
Tools And Budget
- MIG is the best balance for most people.
- TIG costs more and takes longer to learn.
- Stick is cheap but rarely the best choice.
Skill Level
- Beginners: MIG is easiest.
- Advanced users: TIG gives the most control.
Repair Or New Build
- Repairs: Speed matters. MIG is fast.
- Custom builds: Looks matter. TIG is best.
Comparing The Welding Processes
To help you compare, here is a table showing the main points for each process:
| Process | Skill Needed | Best Metals | Weld Quality | Speed | Cost | Typical Use |
|---|---|---|---|---|---|---|
| MIG | Low | Mild & Stainless Steel | Good | Fast | Medium | General repairs |
| TIG | High | Stainless Steel | Excellent | Slow | High | Custom, show cars |
| Stick | Medium | Mild Steel | Fair | Medium | Low | Old, thick pipes |
| FCAW | Low | Mild Steel | Poor to Fair | Fast | Low | Outdoor repairs |
Credit: burnsstainless.com
Common Mistakes When Welding Exhaust Systems
Even skilled welders sometimes make mistakes on exhaust pipes. Here are the most common errors:
- Not Cleaning the Metal: Oil, rust, or paint makes weak welds. Always clean the joint fully.
- Wrong Settings: Using too much heat will burn holes. Too little heat leads to weak welds.
- Bad Fit-Up: Gaps or poor alignment cause leaks and cracks.
- Skipping Gas Shielding: Wind or low gas flow makes porous welds.
- No Back-Purge for Stainless: This leads to rust inside the pipe.
- Wrong Filler Metal: Using mild steel wire on stainless will cause the weld to rust.
- Not Checking for Leaks: Always check the welds with soapy water or a smoke test.
Tips For Strong And Leak-free Exhaust Welds
Strong, neat welds are the goal for any exhaust job. Follow these tips for better results:
- Practice on Scrap: Test your settings on a spare pipe before welding the real part.
- Use Clamps and Jigs: Hold pipes steady for even welds.
- Short Welds: Weld in short bursts to avoid overheating the pipe.
- Let Pipes Cool: Pause between welds to prevent warping.
- Check Alignment: Pipes must be straight to avoid stress and leaks.
- Grind Smooth Only if Needed: Grinding weakens the weld. Only grind for looks, not for strength.
- Test for Leaks: Seal one end of the pipe, blow air through, and use soapy water to check for bubbles.
Real-world Examples
Example 1: Repairing A Rusty Mild Steel Exhaust
A common job is fixing a rusty hole in a mild steel exhaust. Most repair shops use MIG welding. The welder cleans the area, cuts out the rust, and fits a patch. They use low heat and short welds to avoid burning through.
This repair can last for years if done well.
Example 2: Building A Custom Stainless Steel Exhaust
A car builder wants a polished, strong exhaust for a show car. They use TIG welding for the whole system. All pipes are cut and fit tightly. The welder uses argon gas inside and out for clean welds. Every joint is smooth and bright.
This exhaust looks good and will not rust.
Example 3: Emergency Roadside Repair
A pipe cracks while driving far from home. The owner uses a small flux-cored (FCAW) welder from their toolbox. They clean the area and make a quick weld. It is not pretty, but it holds until a proper repair is possible.
Safety Considerations
Welding exhaust systems has some risks. Always use:
- Welding Helmet: Protect your eyes from the arc.
- Gloves and Long Sleeves: Hot metal and sparks can burn skin.
- Respirator or Good Ventilation: Exhaust pipes can have coatings or rust that make dangerous fumes.
- Hearing Protection: Grinding and cutting are loud.
- Fire Safety: Keep a fire extinguisher nearby. Exhausts are close to fuel lines and plastic parts.
Table: Typical Exhaust Metals And Best Welding Process
Many exhausts use different metals. Here is a quick guide to which process works best:
| Exhaust Metal | Best Welding Process | Why |
|---|---|---|
| Mild Steel | MIG | Easy, fast, strong welds |
| Stainless Steel | TIG | Precise, clean, rust-resistant |
| Aluminized Steel | MIG | Gentle heat, needs careful cleaning |
| Thick Flange | Stick | Handles thick metal, not thin pipes |
Which Welding Process Is Best? Final Verdict
MIG welding is the best all-around process for most exhaust systems. It is fast, works well on thin and thick pipes, and is easy for beginners. Most repairs and aftermarket exhausts use MIG.
TIG welding is the best choice for custom, show-quality, or stainless steel exhausts. It makes the strongest, neatest, and most beautiful welds. The downside is that it takes more skill and costs more.
Stick welding and FCAW are rarely the first choice. Use them only if you cannot use MIG or TIG.
If you want to weld an exhaust at home, start with MIG. Practice on scrap pipes, keep the metal clean, and use short welds. If you want the best appearance and strength, and you are ready to invest more time and money, learn TIG.

Credit: burnsstainless.com
Frequently Asked Questions
What Is The Strongest Weld For Exhaust Pipes?
The strongest weld is made by TIG welding on stainless steel, with a back-purged setup. This method makes a full-penetration weld with no rust inside or out. For mild steel pipes, MIG welding also makes strong, leak-proof joints.
Can I Use A Flux Core Welder For Exhaust?
You can use a flux-cored welder for exhaust repairs, especially outdoors or in emergencies. But it is harder to make clean, neat welds on thin pipes. MIG or TIG give better results for most exhaust work.
Why Do Exhaust Welds Crack?
Exhaust welds crack because of vibration, poor fit-up, overheating, or using the wrong welding process. Thin pipes are sensitive to too much heat. If the joint is not clean or the pipes do not fit well, the weld is weak. Using the wrong filler metal can also cause cracks.
Do I Need To Back-purge When Tig Welding Exhausts?
You should back-purge (fill the inside with argon gas) when TIG welding stainless steel exhausts. This prevents “sugaring,” which is a rough, rusty area inside the pipe. Back-purged welds last longer and do not rust from the inside.
Is Mig Or Tig Better For Exhaust?
MIG is better for quick repairs and most mild steel exhausts because it is fast and easy. TIG is better for custom or stainless steel exhausts because it makes the neatest, strongest welds. Your choice depends on your goals, budget, and skill level.
For more technical details about welding processes, you can visit the Wikipedia Welding page.
Exhaust welding is a skill that pays off in better performance, less noise, and longer life for your vehicle. Pick the process that fits your needs and practice for the best results.

