Disclosure: This post contains affiliate links and I will be compensated if you make a purchase after clicking through my links. Learn More
Welding cast iron is a skill that tests even experienced welders. The metal itself is strong, but it is also brittle and sensitive to heat. This means that cast iron cracks easily during welding, which can ruin a part or cost a lot to fix.
Many people think cast iron is impossible to weld, but this is not true. If you prepare the metal the right way and use the correct techniques, you can reduce the risk of cracks. This article will show you how to prevent cracking when welding cast iron.
You will learn why cracking happens, what you need to do before, during, and after welding, and which mistakes to avoid. With clear steps and real examples, you will understand how to get better results each time you weld cast iron.
Why Cast Iron Cracks When Welded
Cast iron has a unique structure. It contains a lot of carbon—usually between 2% and 4%. This carbon forms hard particles inside the metal, making it strong under pressure but weak when bent or stretched. When you heat cast iron during welding, the rapid change in temperature creates tension inside the metal.
If this tension gets too high, cracks will form.
Most cracks happen because:
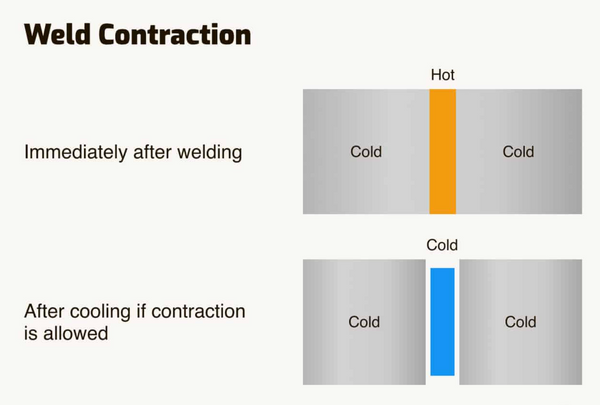
- Thermal expansion: Cast iron expands and shrinks a lot with temperature changes.
- Internal stresses: Rapid heating or cooling causes the metal to pull or push against itself.
- Brittle structure: The carbon in cast iron makes it less flexible, so it cannot handle stress well.
Cracks often appear right after welding or during cooling. Sometimes, they show up days later. This is why careful preparation and technique are so important.
Types Of Cast Iron And Their Weldability
Not all cast iron is the same. Some types are easier to weld than others. Knowing what type you have will help you pick the best method and filler metal.
| Type of Cast Iron | Main Features | Weldability |
|---|---|---|
| Gray Cast Iron | Most common, has graphite flakes, good vibration damping | Fair (can be welded with care) |
| Ductile (Nodular) Iron | Graphite in round nodules, more flexible | Better (less cracking risk) |
| White Cast Iron | Hard, brittle, almost no graphite | Poor (usually avoided) |
| Malleable Iron | Heated and cooled for flexibility | Can be welded, but hard to keep properties |
Gray cast iron is the most common and is often found in engine blocks, pipes, and machine parts. This is the type most welders work with. White cast iron is very hard and almost never welded because it cracks too easily.
Key Factors That Cause Cracking
Several key factors make cast iron crack during welding. Understanding these will help you avoid problems:
- Rapid temperature changes: Fast heating and cooling cause stress in the metal.
- Improper filler metal: Using the wrong rod or wire can make the weld area too hard or brittle.
- Poor joint design: Thick, sharp, or uneven joints create stress points.
- Dirty surfaces: Oil, grease, and rust in the weld area create weak spots.
- Welding process: Some welding methods are more likely to cause cracks than others.
Each of these factors can be controlled with the right steps. You can reduce cracking if you plan and work carefully.
How To Prepare Cast Iron For Welding
Proper preparation is the first step in preventing cracks. Many welders skip this, but it makes a huge difference.
Cleaning The Surface
Always clean the weld area down to bare, shiny metal. Remove all paint, rust, grease, and oil. Even small traces can cause porosity or weak spots. Use a wire brush, grinder, or chemical cleaner. For oil and grease, heat the area slightly to draw out trapped oil, then clean again.
Removing Defects
Look for cracks, holes, or other damage in the casting. Grind out cracks to their full depth and length. Drill a small hole (about 3mm or 1/8 inch) at each end of a crack to stop it from spreading. This is called stop drilling and is a proven technique.
Preheating
Preheating slows down the cooling rate and reduces stress. Use a torch, oven, or electric blanket to heat the entire part. The best temperature depends on the size and type of the casting, but usually:
- Small parts: Preheat to 250°C–350°C (480°F–660°F)
- Large parts: Preheat to 400°C–600°C (750°F–1100°F)
Check the temperature with chalk, an infrared thermometer, or temperature crayons. Uneven preheating is a common mistake—always heat the whole part, not just the area you will weld.
Choosing The Right Joint Design
Weld joints should have smooth, rounded edges. Sharp angles create stress points. For most repairs, a V-groove or U-groove works best. Make sure the groove is wide enough for good weld penetration, but not so deep that you weaken the part.
Best Welding Processes For Cast Iron
Not all welding methods are suitable for cast iron. The most common processes are:
- Stick welding (SMAW): Flexible and works well for repairs. Use nickel or nickel-iron rods.
- MIG welding (GMAW): Can be used with special wire, but less common for cast iron.
- TIG welding (GTAW): Gives clean, controlled welds but needs skill.
- Oxy-acetylene welding: Good for small repairs and allows slow cooling.
Stick welding is the most popular choice. Always use low current to avoid overheating. TIG welding is best for thin or delicate castings, but it requires a steady hand.
Comparison Of Welding Processes
| Process | Advantages | Disadvantages |
|---|---|---|
| Stick Welding (SMAW) | Cheap, portable, strong welds | Some spatter, needs skill |
| MIG Welding (GMAW) | Fast, easy to automate | Less control, wire cost |
| TIG Welding (GTAW) | Very clean, precise | Slower, more expensive |
| Oxy-Acetylene | Slow cooling, easy preheat | Slower process, not for big jobs |
Choosing The Right Filler Metal
The filler rod or wire you use affects both the strength and the crack resistance of the weld. The main choices are:
- Nickel-based rods (ENi-CI, ENiFe-CI): Best for crack-free welds. These are soft and flexible, so the weld can absorb stress.
- Steel rods: Cheaper, but make a hard, brittle weld. Not recommended unless cost is the main concern.
- Cast iron rods: Rare, but sometimes used for matching color and hardness.
For most jobs, nickel-based rods are the safest option. They cost more, but they almost always prevent cracks.
Credit: yeswelder.com
Welding Technique To Prevent Cracking
The way you weld is just as important as the materials you use. Follow these steps for the best results:
Control Heat Input
Keep the weld area as cool as possible. Use short welds, also called stitch welding. Weld 20–30mm (about 1 inch) at a time, then move to a different spot. Let the area cool a little before welding again. This prevents the build-up of heat that leads to cracking.
Peening The Weld
After each short weld, gently tap the hot weld bead with a small hammer. This is called peening. It stretches the weld metal and reduces tension, making cracks less likely. Use light blows and avoid denting the base metal.
Avoiding Overheating
Never let the weld area get red hot. Too much heat will change the structure of the cast iron and increase cracking risk. Use the lowest current that gives a good weld. Keep your arc short and steady.
Cooling Down Slowly
After welding, cover the part with dry sand, ashes, or an insulating blanket. Let it cool over several hours. Fast cooling is the main reason cracks form after welding. Some welders put the part in an oven and cool it down at a rate of 10°C (about 18°F) per hour.
Post-weld Treatments
After welding, the job is not finished. Some simple steps can prevent hidden cracks from appearing later.
Stress Relief
If possible, reheat the whole part to about 600°C (1100°F), then cool it very slowly. This relaxes the metal and spreads out any stresses. If you cannot do this, slow cooling with insulation is the next best thing.
Inspection
Check the weld area for cracks or weak spots. Use a magnifying glass or dye penetrant test to find small cracks. Fix any problems right away—small cracks often grow larger over time.
Machining And Finishing
If the welded area needs to be machined or ground smooth, do this after all welding and cooling steps. Machining before the metal is fully cool can cause new cracks.

Credit: www.youtube.com
Practical Tips To Prevent Cracking
Experienced welders use several tricks that help prevent problems:
- Keep everything clean: Even a small bit of oil or rust can ruin a weld.
- Warm up rods: Store welding rods in a warm, dry place. Moisture in the rods causes porosity.
- Weld in a calm environment: Drafts or cold air can cool the metal too fast.
- Use the right protective gear: Cast iron welding creates toxic fumes. Always wear a mask and work in a well-ventilated area.
- Test on scrap: If possible, practice on a piece of scrap cast iron before you start the real job.
- Do not rush: Take your time with each step. Shortcuts often lead to cracks.
Common Mistakes That Lead To Cracking
Many beginners make the same errors, leading to failed welds. Some mistakes are easy to avoid:
- Skipping preheat: Most cracks happen because the part was too cold before welding.
- Welding too much at once: Long welds cause heat build-up and stress.
- Using the wrong rod: Steel rods are tempting because they are cheap, but they cause hard, brittle welds.
- Not stopping cracks before welding: Always drill the ends of a crack to prevent spreading.
- Ignoring cooling: Leaving the part in open air causes fast cooling and hidden cracks.
Fixing these mistakes saves time and money in the long run.
Real-world Examples
It helps to see these steps in action. Here are some real cases:
Repairing A Cast Iron Engine Block
A mechanic found a 12cm (5 inch) crack in a gray cast iron engine block. First, he cleaned the area, then drilled small holes at each end of the crack. He ground out the crack to make a V-groove. The entire block was preheated to 300°C (570°F) in an oven.
He used a nickel rod with stick welding, making short welds and peening each bead. After welding, the block was buried in dry sand for 24 hours. The repair held and the engine ran without leaks or cracks.
Fixing A Cast Iron Stove
A homeowner needed to repair a crack in an old cast iron wood stove. She used a wire brush and degreaser to clean the area, then preheated the stove with a propane torch. She welded with a nickel rod, using small, spaced welds.
She covered the stove in a blanket and let it cool slowly overnight. The repair was successful, and the stove worked well through the winter.
These examples show that careful steps prevent cracks, even in challenging repairs.
Essential Equipment And Safety
Welding cast iron safely needs special tools and gear. Make sure you have:
- Welding machine: Stick welder is most common.
- Nickel rods: For best results.
- Preheating torch or oven: For large parts, an oven is safest.
- Temperature crayons or infrared thermometer: To check preheat temperature.
- Wire brush and grinder: For cleaning.
- Protective equipment: Welding helmet, gloves, respirator, and apron.
Cast iron fumes contain lead and other toxic metals. Always weld in a well-ventilated area and use a proper respirator.
How To Choose Between Welding And Other Repair Methods
Welding is not always the only or best way to fix cast iron. Sometimes, other methods work better:
- Brazing: Uses a bronze filler at lower temperature. Less risk of cracking, but not as strong as welding.
- Epoxy repair: For low-stress parts, modern epoxies can seal cracks without heat.
- Mechanical fasteners (stitching): Involves drilling and inserting metal pins across the crack. Used on large or valuable castings.
Each method has pros and cons. Welding gives the strongest repair, but has the highest risk of cracking if done poorly.
Two Non-obvious Insights Beginners Miss
- Even temperature is more important than high temperature: Many think hotter is always better, but even heating (with no cold spots) is what keeps cast iron from cracking. Use several torches or an oven for large parts.
- Cracks can form hours or days after welding: You may finish a weld and see no cracks, but stress inside the metal can cause delayed cracking. Slow cooling and post-weld inspection are just as important as the welding itself.
When To Ask A Professional
Some cast iron parts are too valuable or complex to risk a home repair. If you are not sure about your skills, or if the part is very large or expensive, contact a professional welder. They have special ovens, equipment, and experience to handle difficult jobs.
For more technical details, you can check the Wikipedia guide on cast iron welding.
Frequently Asked Questions
What Is The Best Rod For Welding Cast Iron?
The best rod is a nickel-based rod (ENi-CI or ENiFe-CI). These rods make a flexible, crack-resistant weld. They cost more, but they produce the best results.
Can I Weld Cast Iron Without Preheating?
Welding without preheating is risky. Preheating helps reduce stress and prevents cracks. For small, non-critical repairs, you might use special low-heat rods, but preheating is still safer.
How Do I Cool Cast Iron After Welding?
Cool cast iron slowly. Cover the part with sand, ashes, or an insulating blanket. For best results, let it cool over several hours. Fast cooling almost always causes cracks.
Can I Use Mig Welding For Cast Iron?
MIG welding is possible with special wire, but it is less common. The weld may be harder and more likely to crack. Stick welding with nickel rods is usually better.
What Is Peening, And Why Is It Important?
Peening means lightly tapping the hot weld with a hammer. This spreads out stress and makes cracks less likely. Do it after each short weld while the metal is still hot.
Welding cast iron takes patience and practice, but it is not impossible. With careful preparation, the right materials, and the correct technique, you can prevent cracking and make strong, lasting repairs. Always work safely and check your results, and you will see better outcomes with every job.

Credit: www.enginebuildermag.com

