Disclosure: This post contains affiliate links and I will be compensated if you make a purchase after clicking through my links. Learn More
Oxy acetylene cutting is a practical way to cut metal, especially steel. It uses a mix of oxygen and acetylene gas to create a flame that heats metal until it is red-hot. Then, a jet of pure oxygen blows through the metal, causing it to burn and split along the cut line.
This method is common in workshops, construction, repair shops, and scrap yards. Many people know the basics, but understanding every step and detail can help you cut faster, safer, and with better results.
If you want to use oxy acetylene cutting for the first time or want to improve your skills, it’s essential to know more than just the basics. This article explains every step, from setting up the tools to finishing the cut.
It also covers safety, mistakes to avoid, and helpful tips that even some experienced users miss. Whether you cut metal for work, study, or personal projects, you’ll find clear instructions, real examples, and expert advice here.
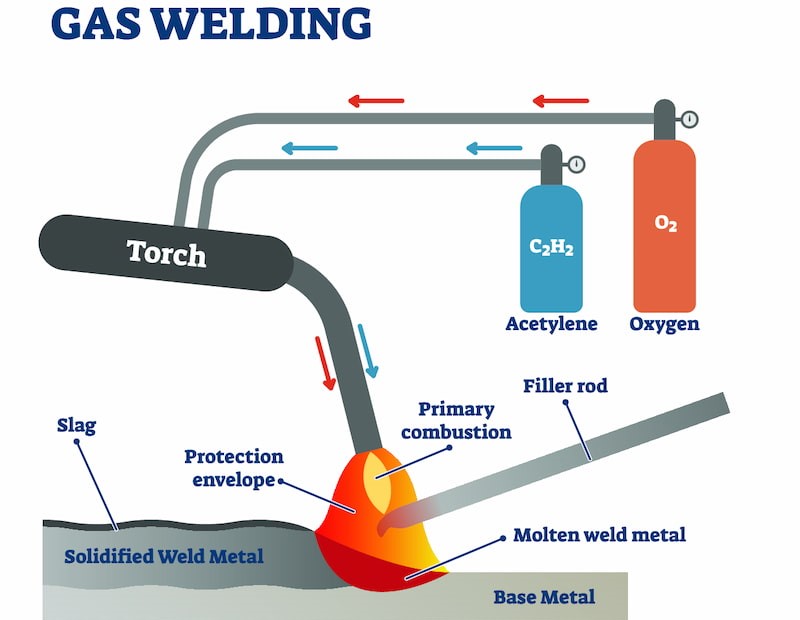
What Is Oxy Acetylene Cutting?
Oxy acetylene cutting, often called oxy-fuel cutting, uses a torch powered by oxygen and acetylene gas. The process works mainly on ferrous metals like mild steel. The torch heats the metal to its ignition temperature (about 870°C or 1600°F for mild steel). When you press the oxygen lever, a stream of pure oxygen reacts with the hot metal. This reaction forms iron oxide, or slag, and releases more heat, which helps the cut go deeper and faster.
Why Use Oxy Acetylene Cutting?
- Cuts thick steel (up to 300 mm or 12 inches)
- Portable and does not need electricity
- Works well outdoors or in remote areas
- Lower equipment cost than plasma or laser cutters
This method is not suitable for cutting stainless steel, aluminum, or non-ferrous metals because they do not oxidize in the same way.
Main Equipment Needed
Before starting, you need some key items. Each part has a specific job, and missing even one can make the process unsafe or impossible.
- Oxygen cylinder – Holds high-pressure oxygen
- Acetylene cylinder – Holds acetylene gas
- Regulators – Control gas pressure from each cylinder
- Hoses – Carry gases to the torch (usually color-coded: Red for acetylene, green for oxygen)
- Cutting torch – The tool you hold to direct the flame and oxygen stream
- Cutting tip – Fitted to the torch, comes in different sizes for different thicknesses
- Flashback arrestors – Safety devices that stop flames from traveling back into hoses or cylinders
- Spark lighter – Used to ignite the torch safely
- Protective gear – Includes safety goggles, gloves, flame-resistant clothing, and sometimes a face shield
Table: Common Equipment And Their Functions
| Equipment | Main Function |
|---|---|
| Oxygen cylinder | Supplies pure oxygen for cutting and combustion |
| Acetylene cylinder | Provides fuel gas for the preheating flame |
| Regulators | Reduces cylinder pressure to safe working pressure |
| Hoses | Transfers gases from cylinders to torch |
| Cutting torch & tip | Mixes and directs gases for cutting action |
| Flashback arrestors | Prevents flames from entering hoses/cylinders |
| Spark lighter | Ignites torch safely |
| Protective gear | Shields user from heat, sparks, and UV rays |
Step-by-step: How Does Oxy Acetylene Cutting Work?
Oxy acetylene cutting follows a clear sequence. Each step builds on the last, so skipping or rushing can cause problems. Here’s how to do it, one step at a time.
1. Prepare The Work Area
Find a flat, clean surface. Remove any flammable materials, like paper, oil, or wood. Make sure you have good ventilation, as the gases and fumes can be dangerous in closed spaces. Keep a fire extinguisher close.
Non-obvious tip: Many beginners forget to check for wind when working outdoors. Even a light breeze can blow the flame and sparks, making the cut uneven or unsafe.
2. Inspect And Set Up Equipment
Check all equipment for leaks, damage, or wear. Look at hoses for cracks and check that regulators are not loose. Attach the regulators to the cylinders and ensure they’re tight. Connect the hoses: red to acetylene, green to oxygen.
Install flashback arrestors between the hoses and torch. This small part can prevent a serious accident if a flame travels back up the hose.
Open the cylinder valves slowly. Stand to the side of the regulator, not directly in front, to avoid injury if something fails.
3. Adjust Gas Pressures
Set the correct working pressures for your job. Use the regulator handles to adjust:
- Oxygen: 20–40 psi (varies with torch and metal thickness)
- Acetylene: 5–15 psi (never more than 15 psi for safety)
Higher pressure allows cutting of thicker metals, but using too much can make the flame unstable or dangerous.
4. Purge And Test The Torch
Before lighting the flame, open each valve on the torch for a few seconds to flush out old gas. This step clears air or mixed gases from the hoses, which can cause unsafe flames or small explosions.
Non-obvious insight: Many people skip purging, but trapped air can cause a loud “pop” and damage the torch tip.
5. Light The Torch
Open the acetylene valve on the torch about 1/8 turn. Use the spark lighter to ignite the gas. A yellow, sooty flame will appear. Slowly open the oxygen valve until you see a clear, sharp blue inner cone. This is the neutral flame, ideal for cutting.
If the flame is too long or noisy, adjust the valves. Never use a cigarette lighter or matches—they can ignite gas in your hand and cause burns.
6. Preheat The Metal
Hold the torch about 3-6 mm (1/8 to 1/4 inch) above the metal where you want to start the cut. Keep the inner blue cone just above the surface. Move the torch in small circles if needed to heat the area evenly.
Wait until the metal turns cherry red but does not melt. If you see a pool of liquid metal, you are overheating.
7. Start The Cut
Press the oxygen lever or trigger on the torch. This releases a strong stream of pure oxygen through the heated area. The oxygen reacts with the hot steel, forming iron oxide (slag) and generating extra heat.
The reaction is exothermic, which means it produces more heat. This helps the cut move quickly through the metal.
Move the torch slowly along the marked line. Keep the tip at the same height and angle (usually 60–90 degrees to the surface).
8. Continue The Cut
As you move, the cut will follow the torch. Keep the preheat flames just ahead of the oxygen jet to ensure the metal stays hot enough to react.
Watch the slag below the cut. A good cut produces a steady stream of molten slag that falls away from the metal. If the slag builds up or the cut stops, slow down or adjust your speed.
Non-obvious tip: If you hear popping or see the flame “jump,” check for leaks or a blocked tip. Dirty tips cause many beginner problems.
9. Finish And Turn Off
Release the oxygen lever at the end of the cut. Close the oxygen torch valve, then the acetylene valve. Turn off the cylinder valves in the same order.
Release the pressure in the hoses by opening the torch valves for a second, then close them. This step prevents gas from staying in the hoses, which can leak or cause problems next time.
Let the metal cool naturally. Do not touch or spray with water—rapid cooling can warp or crack the metal.
10. Clean And Inspect The Cut
Remove slag using a chipping hammer or wire brush. Check the cut for smoothness and straightness. Good cuts have shiny, clean edges with little slag attached.
If the cut is rough or uneven, review your speed, tip size, or gas settings before your next try.
Key Factors That Affect Oxy Acetylene Cutting Quality
Several factors can change how well your cut turns out. Understanding these helps you get better results and avoid mistakes.
Metal Type And Thickness
Oxy acetylene cutting works best on low-carbon steel. Higher carbon or alloy steels are harder to cut, and the edges may crack.
Thickness matters. Thin metal (25 mm) needs more oxygen, a bigger tip, and slower speed.
Cutting Tip Size
Each tip has a size number. Bigger tips allow more gas for thicker metal. Using the wrong tip causes poor cuts or wasted gas.
Gas Pressure
Low pressure gives a weak flame. High pressure can blow the flame away or make rough edges. Always check manufacturer charts for correct settings.
Torch Angle And Distance
Keep the torch tip 3-6 mm above the metal. Hold it vertical or slightly angled (5–15 degrees) in the direction of the cut.
Cutting Speed
Go too fast, and you leave uncut sections. Too slow, and you get a wide, rough cut with extra slag.
Table: Cutting Tip Size Vs. Metal Thickness
| Tip Size (Number) | Metal Thickness (mm) | Oxygen Pressure (psi) | Acetylene Pressure (psi) |
|---|---|---|---|
| 0 | 3–6 | 20–25 | 3–5 |
| 1 | 6–12 | 25–30 | 5–7 |
| 2 | 12–25 | 30–35 | 7–10 |
| 3 | 25–50 | 35–40 | 10–12 |
Safety Precautions For Oxy Acetylene Cutting
Safety is critical. The process uses flammable gases and produces hot sparks and fumes.
Personal Protective Equipment (ppe)
- Safety goggles or shield: Protects eyes from sparks and bright light
- Flame-resistant gloves: Shields hands from burns
- Flame-resistant jacket or apron: Prevents burns to body and arms
- Closed-toe boots: Protects feet from falling slag
- Hearing protection: Useful in noisy areas
Never wear synthetic clothing—it can melt and stick to the skin.
Cylinder Handling
- Store cylinders upright and secure them to a wall or cart
- Keep cylinders away from heat, flame, and electrical sources
- Open valves slowly to prevent sudden gas release
Gas Safety
- Never use oil or grease on regulators or fittings—oxygen reacts with oils and can cause fire
- Check for leaks with soapy water, not a flame
- Keep hoses and equipment in good condition, replace if worn
Fire Prevention
- Remove flammable materials from the area
- Keep a fire extinguisher close
- Work with a helper if possible, especially on large jobs
Fume Ventilation
Cutting produces iron oxide fumes. Work in a well-ventilated space or use a fume extractor.
Non-obvious insight: Fumes are heavier than air and may collect near the floor. A low fan helps clear the air.
Common Mistakes And How To Avoid Them
Oxy acetylene cutting is simple in theory, but beginners often face problems. Here are some frequent mistakes and ways to fix them.
Using Wrong Tip Size
If your cut is too wide, rough, or slow, you might have the wrong tip. Always match tip size to metal thickness.
Incorrect Gas Pressure
Low pressure causes the flame to flicker. High pressure makes the flame hard to control. Use the pressures recommended for your tip and metal.
Poor Flame Adjustment
If you see a long, yellow flame, add more oxygen. If the flame is short and noisy, reduce oxygen or acetylene.
Moving Too Fast Or Too Slow
Practice on scrap metal to find the best speed. Watch the slag—steady flow means a good speed.
Skipping Equipment Checks
Leaks, damaged hoses, or missing flashback arrestors are serious hazards. Check every time before starting.
Not Preheating Enough
If the metal is not hot enough, the oxygen will not start the cut. Wait until the metal is cherry red before pressing the oxygen lever.
Table: Troubleshooting Common Cutting Problems
| Problem | Likely Cause | Solution |
|---|---|---|
| Rough or uneven cut | Wrong tip size or speed | Use correct tip, adjust speed |
| Flame pops or goes out | Low gas pressure or dirty tip | Check pressure, clean tip |
| Slag sticks to metal | Cutting too slow or low oxygen | Increase speed, check oxygen |
| Metal does not cut | Not preheated enough | Heat until cherry red |

Credit: esab.com
Tips For Better Oxy Acetylene Cutting
- Mark your cut line clearly with chalk or soapstone
- Keep the torch moving steadily, do not stop mid-cut unless necessary
- Clean torch tips after each use to prevent blockages
- Store hoses and gear away from sunlight and chemicals
- Practice on scrap to improve technique before working on important pieces
Non-obvious tip: Slightly tilting the torch in the direction of travel (by 5–10 degrees) can help slag fall away and make a cleaner cut.
Oxy Acetylene Cutting Vs. Other Metal Cutting Methods
Oxy acetylene is not the only way to cut steel. Here’s how it compares to other popular methods.
Plasma Cutting
- Uses electricity to create a plasma arc
- Cuts faster and cleaner, especially on thin metals
- Works on non-ferrous metals (aluminum, stainless steel)
- Needs electricity and special equipment
Mechanical Cutting (sawing, Shearing)
- Uses physical blades or tools
- No heat, less risk of warping
- Slower on thick steel, cannot cut complex shapes easily
Table: Oxy Acetylene Vs. Plasma Vs. Mechanical
| Method | Best For | Cut Quality | Portability | Material Types | Cost |
|---|---|---|---|---|---|
| Oxy Acetylene | Thick steel, outdoor work | Good, some slag | High | Ferrous only | Low |
| Plasma | Thin to medium metals, all types | Very clean | Medium | Ferrous and non-ferrous | Medium-High |
| Mechanical | Small jobs, no heat | Very clean | Medium | All metals | Low-Medium |
For most heavy steel work, oxy acetylene remains a reliable and affordable choice.

Credit: www.uniweld.com
Practical Examples: Where Is Oxy Acetylene Cutting Used?
- Demolition: Cutting steel beams and frames in old buildings
- Repair work: Removing damaged sections from pipelines or machinery
- Scrap processing: Cutting large metal parts into smaller, manageable pieces
- Construction: Shaping steel plates, rods, and bars for fitting
- Art projects: Creating metal sculptures or decorative pieces
Factories and shipyards often use automated oxy fuel cutting machines for faster, repeatable cuts.
How To Maintain Oxy Acetylene Equipment
Well-maintained tools last longer and work safer.
- Clean tips with a proper tip cleaner after each use
- Check hoses for cracks or leaks monthly
- Replace worn flashback arrestors yearly or after any backfire
- Store cylinders in a cool, dry place, upright and secured
- Keep regulators free from oil and dust
Oxy Acetylene Cutting: Environmental And Health Considerations
Cutting produces fumes (mainly iron oxide), noise, and sparks. Always work with good airflow. Some areas require fume extraction systems or personal respirators.
Used gas cylinders are pressurized and must be handled as hazardous waste. Contact your supplier or follow local rules for disposal.
Learning And Certification
In many countries, you need special training or certification to use oxy acetylene cutting at work. Courses cover safety, technique, and emergency response. For more details, check with local technical colleges or trade schools, or review guidelines from sources like Wikipedia.
Credit: fractory.com
Frequently Asked Questions
What Metals Can Be Cut With Oxy Acetylene?
Oxy acetylene cutting works best on mild steel and other low-carbon ferrous metals. It does not work well on stainless steel, aluminum, or copper because these do not form iron oxide when heated and exposed to oxygen.
Is Oxy Acetylene Cutting Safe For Beginners?
It is safe if you follow instructions and use proper gear. Always check equipment for leaks, use flame-resistant clothing, and keep a fire extinguisher nearby. Beginners should practice under supervision before working alone.
How Thick Can Oxy Acetylene Cut?
Standard hand torches can cut up to 150 mm (6 inches) of steel. Special nozzles and high-pressure systems can handle up to 300 mm (12 inches), but these are rare outside heavy industry.
Why Does My Cut Have A Lot Of Slag?
Excess slag often means the cut was too slow, the oxygen pressure was low, or the torch angle was wrong. Try increasing your speed, checking your oxygen, and keeping the torch upright for a cleaner cut.
How Do I Know If My Torch Tip Needs Cleaning?
If the flame pops, the cut is rough, or the tip looks dirty, it may be blocked. Use a tip cleaner wire to remove carbon or metal buildup after every few uses for best performance.
Oxy acetylene cutting is a skill that gets easier with practice. By understanding each step and watching for common mistakes, you can cut steel quickly, safely, and with clean results. This method remains popular because it is simple, portable, and powerful.
Whether you’re cutting beams on a building site or making repairs in a small shop, these steps will help you get the job done right.