Disclosure: This post contains affiliate links and I will be compensated if you make a purchase after clicking through my links. Learn More
Flux-core welding and MIG welding stand as two of the most common methods for joining metal today. People often debate which process is better, faster, or more cost-effective. But the truth is, each method has strengths and weaknesses that make it best for certain jobs.
If you are new to welding or want to improve your skills, understanding the differences between flux-core and MIG welding is essential. This article explains both processes in detail, compares them side by side, and helps you decide which one fits your needs.
What Is Flux-core Welding?
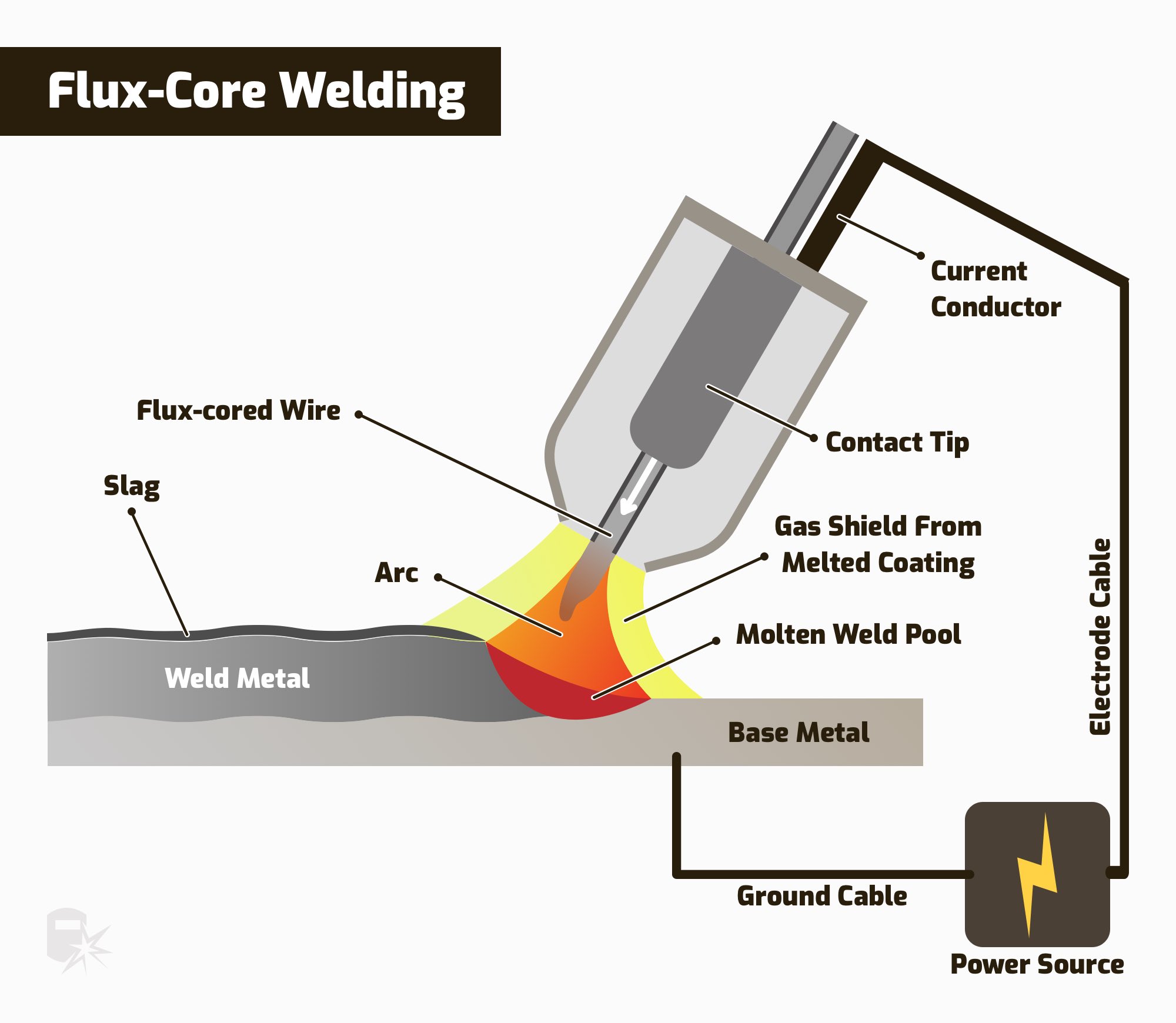
Flux-core welding, also called FCAW (Flux-Cored Arc Welding), uses a special wire filled with flux. This wire acts as both the electrode and the filler material. As the wire melts, the flux in its core releases gases that shield the weld from air. This process protects the weld pool from oxygen, nitrogen, and other gases that can cause defects.
There are two types of flux-core welding:
- Self-shielded (FCAW-S): The wire contains flux that creates its own shielding gas. You do not need an external gas tank.
- Gas-shielded (FCAW-G): The wire still contains flux, but you also use an external shielding gas. This method is common in heavy industry.
Flux-core welding works well outdoors and in windy conditions. It is often used for structural steel, heavy equipment repair, and construction because it can weld thick materials quickly.
What Is Mig Welding?
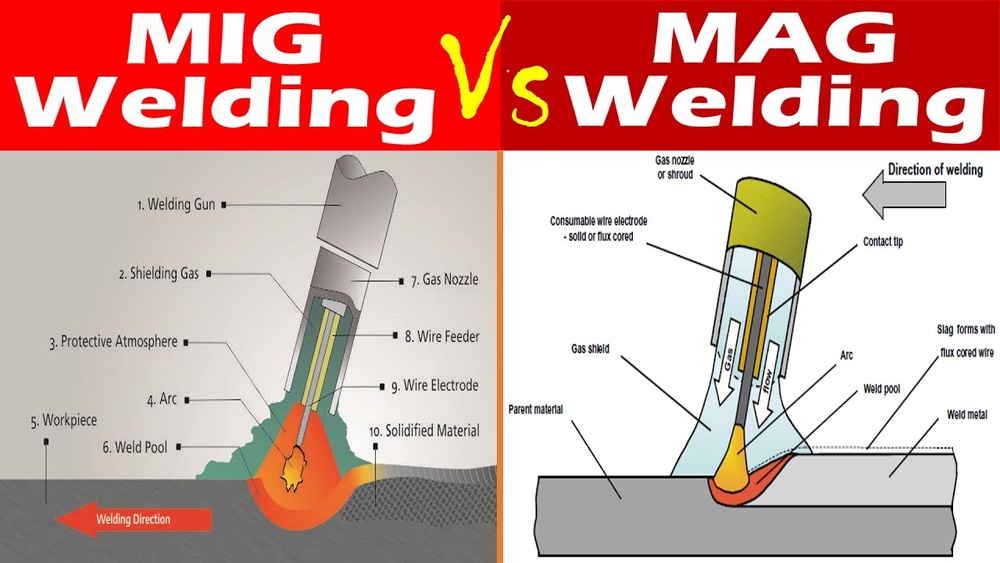
MIG welding stands for Metal Inert Gas welding or GMAW (Gas Metal Arc Welding). This process uses a solid wire electrode. The wire feeds through the welding gun and melts to join the pieces of metal. During the weld, an external shielding gas (often argon, carbon dioxide, or a mix) protects the molten metal from air.
MIG welding creates clean, precise welds with minimal spatter. It is popular in auto repair, sheet metal work, and manufacturing because it produces attractive welds and is easy to learn.
How Do The Processes Work?
Both flux-core and MIG welding use a wire-fed system, but there are clear differences in how they protect the weld and what equipment they require.
- Flux-core welding uses a flux-filled wire. The flux turns to gas and forms a protective shield as it burns.
- MIG welding uses a solid wire and needs a separate gas tank. The shielding gas flows from the tank through the gun.
Both methods need a welding machine, wire, and a ground clamp. MIG welding adds the extra step of setting up a gas tank and adjusting the gas flow.
Equipment Needed
Flux-core Welding
- Welding machine (with flux-core capability)
- Flux-cored wire
- Welding gun
- Ground clamp
- Protective gear (helmet, gloves, jacket)
- No gas tank needed for self-shielded wires
Mig Welding
- Welding machine (with MIG capability)
- Solid wire electrode
- Welding gun
- Ground clamp
- Shielding gas tank (argon, CO2, or mix)
- Gas regulator and hoses
- Protective gear
Flux-core equipment is often lighter and more portable, especially for home or field use.

Credit: www.youtube.com
How To Set Up Each Process
Setting Up Flux-core Welding
- Connect the welding gun and ground clamp.
- Load the flux-cored wire into the welder.
- Set the machine to DCEN (Direct Current Electrode Negative) for most wires.
- Adjust voltage and wire feed speed based on the wire type and thickness.
- Wear protective gear and start welding.
Setting Up Mig Welding
- Connect the welding gun and ground clamp.
- Load the solid wire into the welder.
- Attach the gas tank and connect the regulator and hoses.
- Set the machine to DCEP (Direct Current Electrode Positive).
- Adjust voltage, wire feed speed, and gas flow rate.
- Wear protective gear and start welding.
MIG welding setup takes longer because you must check the gas lines and flow.
Main Differences Between Flux-core And Mig Welding
To make the comparison clear, the following table summarizes the main differences:
| Feature | Flux-Core Welding | MIG Welding |
|---|---|---|
| Wire Type | Flux-cored (hollow, with flux) | Solid wire |
| Shielding Method | Self-shielded or gas-shielded | External gas only |
| Outdoor Use | Excellent (wind does not affect shield) | Poor (wind can blow away gas) |
| Weld Appearance | More spatter, needs cleaning | Clean, smooth welds |
| Portability | Highly portable (no gas tank needed) | Less portable (requires gas tank) |
| Metal Thickness | Good for thick materials | Best for thin to medium materials |
| Skill Level | Easy to learn for beginners | Very easy for beginners |
Advantages Of Flux-core Welding
- Welds outdoors: The gas created by the flux shields the weld, so wind does not affect it much. This makes flux-core welding ideal for outdoor jobs.
- Works on dirty or rusty metal: The flux cleans the metal as you weld, so you do not need to clean the base metal as much as you do for MIG.
- Welds thick materials: Flux-core welding can handle thicker metal in a single pass.
- No gas tank needed: For self-shielded wires, you do not need to carry heavy gas bottles.
- Higher deposition rate: Flux-core welding can lay down more metal in less time, which means faster work for large projects.
Disadvantages Of Flux-core Welding
- More spatter and slag: The flux creates slag that you must chip off after welding. There is also more spatter, so the weld may not look as clean.
- Fumes: Flux-core welding produces more smoke and fumes. Good ventilation is important.
- Wire cost: Flux-cored wire is often more expensive than solid wire.
- Limited on thin metals: It is easy to burn through thin metal if you are not careful.
Advantages Of Mig Welding
- Clean welds: MIG welding produces smooth, neat welds with little spatter or slag. This means less cleaning after welding.
- Easy to learn: Beginners pick up MIG welding quickly because it is simple to set up and control.
- Works well on thin metal: MIG is great for car body panels and thin sheet metal.
- Less smoke and fumes: There is less fume production, making MIG better for indoor work.
- Continuous welding: The wire feeds automatically, so you can weld without stopping often.
Disadvantages Of Mig Welding
- Sensitive to wind: The shielding gas can blow away in the wind, causing weld defects outdoors.
- Needs clean metal: MIG welding requires clean, rust-free metal for best results.
- Gas tanks are heavy: The need for a gas bottle makes the setup less portable.
- More equipment to maintain: You must keep the gas lines, regulator, and hoses in good shape.

Credit: ssmalloys.com
Welding Position And Technique
Both processes let you weld in all positions: flat, horizontal, vertical, and overhead. But flux-core is better for vertical and overhead welding because the slag helps hold the molten metal in place. MIG welding can drip or sag more in these positions if you use the wrong settings.
Weld Quality And Strength
Weld strength depends on many factors, including technique, settings, and metal type. Both processes can create strong welds if you use the right parameters. Flux-core welding is often used on heavy structural steel because it can penetrate deep into the metal.
MIG welding makes high-quality, neat welds on thinner materials and is used where appearance matters.
Speed And Productivity
Flux-core welding can deposit more metal per hour than MIG welding. This is why it is common in construction, shipbuilding, and heavy repair. For small or light projects, MIG welding is fast enough and saves time on cleanup.
Cost Of Each Process
Startup Costs
- Flux-core: You need a welder, wire, and basic safety gear. Entry-level machines cost less because they do not need a gas system.
- MIG: You need a welder, wire, gas tank, regulator, and safety gear. Gas tanks add to the price.
Consumables And Maintenance
- Flux-cored wire is usually more expensive than solid wire.
- Shielding gas adds ongoing cost to MIG welding.
- Flux-core welders need more frequent tip and nozzle cleaning due to slag buildup.
Repairs And Upkeep
Both machines need regular care. MIG welders may need more maintenance because of the extra gas system.
Common Uses For Each Welding Method
Flux-core Welding
- Building construction (steel frames, bridges)
- Farm machinery repair
- Shipbuilding
- Outdoor projects (railings, fences)
- Heavy equipment repair
Mig Welding
- Auto body repair
- Metal art and sculpture
- Home projects (furniture, gates)
- Factory production lines
- Thin sheet metal fabrication
Safety Considerations
Both processes require proper safety gear: helmet, gloves, long sleeves, and closed shoes. Flux-core welding produces more fumes, so you should work in a well-ventilated area or use an exhaust hood. MIG welding produces bright light and can cause eye damage if you do not wear a welding helmet. Never weld in wet areas, and keep your workspace clean to prevent fire.
Credit: weldguru.com
Which Method Is Easier For Beginners?
MIG welding is often called the easiest welding process to learn. The setup is simple, and you can see the weld pool clearly. Flux-core welding is also beginner-friendly, especially for outdoor work. But you must clean up slag after every weld.
For most new welders, MIG is less frustrating because you spend less time cleaning and adjusting.
How Do Weather And Location Affect The Choice?
Flux-core welding works almost anywhere, indoors or outdoors, because the flux shields the weld even in wind or light rain. MIG welding is best indoors or in sheltered areas. If you try to MIG weld outside on a windy day, the gas can blow away, causing weak welds.
Welding On Rusty Or Painted Metal
Flux-core welding handles dirty, rusty, or painted metal better. The flux helps clean the metal as you weld. MIG welding needs clean, shiny metal for strong welds. You should always remove oil, paint, and rust before MIG welding.
Portability And Field Repairs
Many people choose flux-core welders for field repairs because they are lighter and do not need a gas tank. You can carry a small machine and a spool of wire to a remote site and start welding. MIG welders are heavier and harder to move, especially if you need to bring a gas bottle.
How To Select The Right Wire Or Electrode
Flux-core Wire
- Choose wire diameter based on metal thickness (common sizes are 0.030″, 0.035″, 0.045″).
- Match the wire type to your machine and material (mild steel, stainless steel, etc. ).
- Use self-shielded wire for outdoor work and gas-shielded wire for indoor, heavy-duty jobs.
Mig Wire
- Use ER70S-6 solid wire for most mild steel projects.
- Select wire size for the job (0.023″, 0.030″, 0.035″).
- Pair the right gas mix with the wire (CO2 for deep penetration, Argon/CO2 mix for better appearance).
Wire Feed Speed And Voltage Settings
Correct machine settings are key for strong welds. Too much wire feed causes spatter. Too little creates weak welds. Voltage controls the heat and penetration. Always test your settings on scrap metal before starting the real project.
Examples Of Typical Projects
Flux-core Examples
- Repairing a broken tractor on a farm, outdoors, with rusty steel.
- Building a steel staircase at a construction site where wind is present.
- Welding thick steel I-beams for a building frame.
Mig Welding Examples
- Fixing a car fender in a garage.
- Creating a metal table frame from thin steel tubing.
- Welding a stainless steel kitchen shelf with a clean, neat finish.
Environmental Impact
Flux-core welding produces more fumes and smoke because of the flux. Good ventilation protects your health. MIG welding produces less visible smoke, but both processes create ozone and metal fumes. Always weld in a space with fresh air.
Troubleshooting Common Problems
Flux-core
- Porosity: Caused by moisture in the wire or dirty metal. Store wire in a dry place.
- Excessive spatter: Use correct settings and keep the nozzle clean.
- Weak welds: Check your polarity and wire speed.
Mig Welding
- Porosity: Gas flow too low or wind blowing away the shield.
- Burnback: Wire feeds too slowly or voltage is too high.
- Cold lap: Not enough voltage or poor technique.
Practical Tips For Better Results
- Keep your gun angle steady: A 10-15 degree push angle works well for both processes.
- Clean your gun nozzle often: Slag and spatter can clog the tip and affect the arc.
- Practice on scrap first: Test your settings before welding the real parts.
- Store wire in a dry place: Moisture can ruin the wire, especially flux-cored types.
- Use anti-spatter spray: This makes cleaning your work and gun easier.
Table: Quick Comparison For Different Scenarios
Here is a simple guide for picking the best method for your situation:
| Scenario | Best Method | Reason |
|---|---|---|
| Outdoor repair (windy day) | Flux-Core | Shielding not affected by wind |
| Auto body work | MIG Welding | Clean welds on thin metal |
| Thick steel beams | Flux-Core | Deep penetration, fast deposition |
| Home hobby projects | MIG Welding | Easy to use, neat finish |
| Field repair (no power) | Flux-Core (with generator) | No gas tank, works on dirty metal |
Non-obvious Insights Beginners Miss
- Wire stick-out matters: For flux-core, keep the wire stick-out (the part beyond the nozzle) a bit longer—about ¾ inch. For MIG, use a shorter stick-out—about ⅜ inch. This affects arc stability and weld quality.
- Polarity is critical: Self-shielded flux-core wires almost always need negative polarity (DCEN). MIG wires require positive (DCEP). Using the wrong polarity causes weak welds and lots of spatter.
- Gas mix changes weld quality: For MIG welding, a 75% argon and 25% CO2 mix creates smoother welds with less spatter than pure CO2. This is important for appearance, especially on visible parts.
Which One Should You Choose?
The answer depends on your work. If you need to weld outdoors, on dirty or thick steel, or in remote places, flux-core welding is usually the right choice. If you want clean, neat welds on thin metal and will weld indoors, MIG welding is better. Many shops use both methods, switching as needed for the job.
Some welders start with flux-core because the machines are cheaper and more portable. As they improve, they buy a MIG setup for cleaner welds and more control. There is no single “best” choice—only the method that fits your project, skill level, and budget.
For in-depth technical details on welding processes, you can visit the Wikipedia Welding page.
Frequently Asked Questions
What Is The Main Difference Between Flux-core And Mig Welding?
The main difference is how the weld is shielded from air. Flux-core uses a special wire with flux that creates gas as it burns, while MIG welding uses a solid wire and needs an external gas tank.
Can I Use The Same Machine For Both Processes?
Many modern machines support both flux-core and MIG welding. You may need to change the wire, polarity, and add a gas tank for MIG.
Which Method Is Better For Beginners?
MIG welding is usually easier for beginners because it is simple to set up, and you get clean results. Flux-core is also beginner-friendly, especially for outdoor use.
Is Flux-core Welding As Strong As Mig Welding?
Yes, both methods can produce strong welds if set up correctly. Flux-core is often stronger on thick, dirty, or outdoor steel, while MIG excels at clean, thin metal.
Can I Weld Aluminum With Flux-core Or Mig?
You can weld aluminum with MIG welding using a spool gun and special wire. Flux-core wires for aluminum exist but are rare and not common for most projects.
Choosing between flux-core and MIG welding depends on your project type, location, and material. By understanding both methods, you can make better welds and avoid common mistakes.