Disclosure: This post contains affiliate links and I will be compensated if you make a purchase after clicking through my links. Learn More
Cutting steel with an oxy acetylene torch can look simple. But if you set the gas pressures wrong, you can ruin the cut, damage equipment, or risk your safety. Many beginners make mistakes with gas settings, often because advice online is too vague or skips important steps.
This guide explains every part of setting oxy acetylene pressures for cutting steel, from basic concepts to hands-on steps. You will learn not just the right numbers but also how to check your setup, avoid common errors, and make your work safer and more efficient.
What Is Oxy Acetylene Cutting?
Oxy acetylene cutting is a process that uses a torch fueled by oxygen and acetylene gas. When combined and ignited, these gases produce a very hot flame. The flame heats the steel to its ignition temperature. Then, a jet of pure oxygen blows through the metal, burning it and creating a clean cut.
This method is popular for cutting mild and low-alloy steel because it is fast, portable, and works on thick materials.
The process depends on the right balance of gases. Too much or too little pressure can make the flame unstable or unsafe. This is why understanding gas pressures is a key skill for anyone working with this tool.
Why Correct Gas Pressure Matters
Setting the right pressures for both oxygen and acetylene is not just about getting a good cut. It also affects:
- Safety: Wrong pressures can cause flashbacks (flame moving back into hoses), leaks, or even explosions.
- Cut Quality: Low pressure can cause rough or incomplete cuts. High pressure can blow molten metal everywhere or waste gas.
- Torch Life: Incorrect settings can damage torch tips and valves, leading to expensive repairs.
Many new users focus only on the cutting action but forget that the setup is what makes everything work smoothly. Learning to set pressures correctly is an investment in both safety and results.
Understanding Oxygen And Acetylene Roles
Oxygen and acetylene each have a special job in the cutting process.
- Acetylene provides the heat. It is mixed with oxygen to create a flame that heats the steel until it glows.
- Oxygen does two things: First, it mixes with acetylene to make the preheat flame; second, it is released as a separate jet to burn the hot steel and create the cut.
The torch usually has two oxygen valves: one for mixing with acetylene (preheat) and one for the cutting jet.
How Pressure Affects The Flame
- Acetylene pressure controls how much fuel reaches the flame. Too little, and the flame will be weak or pop. Too much, and it can become dangerous (acetylene is unstable above 15 psi).
- Oxygen pressure affects both the heat and the force of the cutting jet. Low pressure gives a lazy, soft flame that won’t cut well. High pressure can make the cut wide and messy.
Standard Pressure Settings For Cutting Steel
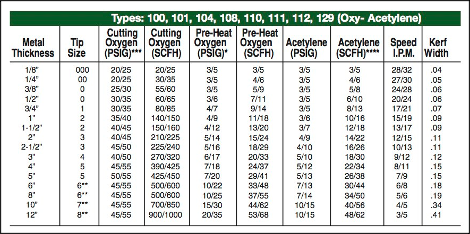
The right pressures depend on your torch model, tip size, and steel thickness. But some general guidelines help most users get started.
| Steel Thickness (inches) | Oxygen Pressure (psi) | Acetylene Pressure (psi) | Typical Tip Size |
|---|---|---|---|
| 1/8″ (3 mm) | 20-25 | 3-5 | 000 or 00 |
| 1/4″ (6 mm) | 25-30 | 4-5 | 0 |
| 1/2″ (12 mm) | 30-40 | 5-6 | 1 |
| 1″ (25 mm) | 40-50 | 6-8 | 2 |
| 2″ (50 mm) | 50-60 | 8-10 | 3 |
Always check your torch and tip manufacturer’s guide for exact settings. The numbers above work for most general-purpose torches, but some brands may need slight adjustments.
Credit: www.chegg.com
How To Set Oxy Acetylene Pressures For Cutting Steel: Step-by-step
Setting up your torch safely and correctly requires a clear, repeatable process. Here’s how to do it:
1. Inspect Equipment
Check your hoses, regulators, and torch for damage, leaks, or wear. Replace any cracked or loose parts. Make sure your tanks are secured and upright.
2. Open Cylinder Valves
- Open the acetylene cylinder valve slowly (about 1/2 to 3/4 turn). Acetylene cylinders are designed to be opened only partially for safety.
- Open the oxygen cylinder valve fully. Oxygen valves should be opened all the way to seal the stem.
3. Set Regulator Pressures
- Turn the regulator pressure adjustment screw counterclockwise (loose) before opening the cylinder. This prevents sudden pressure surges.
- Open the cylinder valve as described above.
- Turn the regulator screw clockwise to set the desired working pressure (see table above).
- Watch the regulator gauge as you adjust to avoid overshooting the pressure.
4. Check For Leaks
Use soapy water to test all connections for bubbles. Never use a flame to check for leaks. Tighten fittings if needed.
5. Purge Hoses
Briefly open and close each torch valve (oxygen and acetylene) to let a small amount of gas flow. This clears air or moisture.
6. Set Torch Valve Flow
- Open the acetylene valve on the torch about 1/8 turn.
- Ignite the gas with a spark lighter (not a match or cigarette lighter).
- Slowly open the oxygen valve on the torch and adjust both valves to get a neutral flame (inner white cone with no yellow tips).
- Depress the cutting lever briefly to check for flame stability.
7. Adjust For Cutting
- Check that your flame stays strong and stable when you press the cutting lever.
- Adjust regulator pressures slightly if needed to keep the flame neutral during cutting.
8. Begin Cutting
Once satisfied with flame quality and pressure, heat the steel until it glows red. Then press the cutting lever to release the cutting oxygen jet.
Practical tip: Always set pressures with the torch valves open (flowing gas) for more accurate readings. Many beginners set pressure with valves closed, but this can lead to wrong settings once the torch is in use.
Choosing The Right Tip Size
The tip size is as important as pressure. Using a tip that’s too small for thick steel will make the cut slow and rough. A tip that’s too large will waste gas and cause wide, messy cuts. Most manufacturers provide a chart matching tip sizes with steel thickness and pressure settings.
Some guidelines:
- For thin steel (under 1/4 inch), use a small tip (000, 00, or 0).
- For medium steel (1/4″ to 1/2″), use tip sizes 1 or 2.
- For thick steel (1″ and above), use larger tips (3 and up).
Always clean the tip before use. Blocked or dirty tips can cause poor flame shape or backfires.

Credit: www.reddit.com
Understanding Flame Types
A key to good cutting is recognizing the flame type:
- Neutral flame: Inner white cone, no yellow. Best for cutting.
- Carburizing (reducing) flame: Has a longer, feathery inner cone. Not good for cutting; can cause poor cuts or slag.
- Oxidizing flame: Inner cone is short and sharp, with a harsh hissing sound. This can burn the steel too much and make cuts rough.
You want a neutral flame for most cutting. Adjust the oxygen and acetylene valves on the torch until you see a short, steady inner cone.
Safety Rules You Must Follow
Oxy acetylene cutting is powerful but also risky if you ignore safety. Here are key rules:
- Never use acetylene above 15 psi. Higher pressures can make acetylene unstable and explosive.
- Always check for leaks. Even small leaks can lead to fire or injury.
- Purge hoses before lighting. This prevents flashbacks caused by air or mixed gases.
- Keep flammable materials away. Sparks and molten metal can travel far.
- Wear protective gear. Use flame-resistant gloves, goggles, and clothing.
- Work in a well-ventilated area. Cutting produces fumes that can be harmful.
- Use flashback arrestors. These safety devices prevent flames from traveling back into hoses or cylinders.
Non-obvious insight: Many beginners forget to open the acetylene valve only slightly before lighting. Opening it too much makes the flame hard to control and increases risk.
How Steel Thickness Affects Pressure Settings
The thickness of your steel has a direct effect on the gas pressures you should use. Thicker steel needs more heat and a stronger oxygen jet to cut through cleanly.
Here is an example comparing three different thicknesses:
| Thickness | Oxygen Pressure | Acetylene Pressure | Expected Cutting Speed |
|---|---|---|---|
| 1/4″ | 25-30 psi | 4-5 psi | Fast (6-10 inches/min) |
| 1/2″ | 30-40 psi | 5-6 psi | Medium (3-6 inches/min) |
| 1″ | 40-50 psi | 6-8 psi | Slow (1-3 inches/min) |
If you try to cut thick steel with low pressures, you will get incomplete cuts or the torch will sputter and go out. On the other hand, using high pressures on thin steel can make the cut ragged and waste gas.
Fine-tuning For Better Results
After you set the recommended pressures, you might still need small adjustments for your specific job. Here are signs you need to adjust:
- Flame pops or goes out: Increase acetylene slightly or check for leaks.
- Flame hisses and is too harsh: Reduce oxygen pressure a little.
- Molten metal blows everywhere: Lower oxygen pressure or switch to a smaller tip.
- Cutting is slow or uneven: Increase oxygen pressure in small steps.
Non-obvious insight: Room temperature and humidity can affect gas flow. On cold days, you may need to raise pressures slightly, as gas flow drops in cold hoses. Always test your setup before starting a big job.
Common Mistakes And How To Avoid Them
Many problems in oxy acetylene cutting come from a few avoidable errors.
- Setting pressure with torch valves closed: Always set pressure with valves open for an accurate reading.
- Forgetting to purge hoses: Air or mixed gases can cause dangerous flashbacks.
- Using dirty or worn tips: Clean tips give better flame control and safer operation.
- Ignoring leaks: Always use soapy water to check for leaks before lighting the torch.
- Overheating the torch: Let the torch cool if it becomes too hot to touch.
- Using the wrong tip size: Always match the tip size to the steel thickness and pressure.
Beginners often try to cut too fast or with too little heat. Take your time and let the torch do the work.
Equipment Maintenance For Reliable Performance
Maintaining your oxy acetylene equipment is just as important as setting correct pressures. Poor maintenance can cause leaks, backfires, and even explosions.
- Check hoses for cracks or soft spots every time you use the torch.
- Inspect regulators for loose fittings or broken gauges.
- Clean torch tips with special tip cleaners after every use.
- Store cylinders upright and secure them to a wall or cart.
- Replace flashback arrestors if they show signs of wear.
A clean, well-maintained setup gives you better cuts and keeps you safe.

Credit: www.youtube.com
Matching Pressures To Cutting Position
The way you hold and move the torch can affect pressure needs. For example, cutting steel in a vertical or overhead position may require slightly higher pressures to keep the flame stable.
Here’s a quick comparison:
| Position | Oxygen Pressure | Acetylene Pressure | Notes |
|---|---|---|---|
| Flat (horizontal) | Standard (see tables) | Standard | Most stable; easiest to cut |
| Vertical | +2 to 5 psi | +1 psi | Helps maintain flame in rising heat |
| Overhead | +3 to 7 psi | +1-2 psi | Flame stability is critical; wear extra protection |
Always test your setup in the actual position before starting the full cut. Overhead cutting is much more dangerous and should be avoided unless you are experienced and have proper protection.
What To Do When The Flame Behaves Oddly
Sometimes, the flame will act up even if you set the correct pressures. Here is how to troubleshoot common problems:
- Flame “pops” or “backfires”: This usually means the tip is dirty, the pressure is too low, or there is a leak. Turn off the torch, clean the tip, check for leaks, and try again.
- Flame is yellow and sooty: Not enough oxygen. Increase oxygen at the torch valve.
- Flame is too blue and hissing: Too much oxygen. Reduce oxygen slightly.
- Cutting oxygen jet is weak: Check the regulator and hose for blockages. You may need to raise the oxygen pressure a little.
If you smell gas or hear a hissing sound near the hoses or regulators, shut down the system immediately and check for leaks.
Working Safely Around Others
Oxy acetylene cutting is loud, hot, and produces sparks. If you work in a shared space, take extra steps:
- Warn people before you start cutting.
- Use welding screens to block sparks.
- Make sure everyone nearby wears eye protection.
- Keep a fire extinguisher close.
Never leave the torch lit or unattended, even for a short time. Many accidents happen when people step away “just for a second. ”
How To Shut Down Safely
After you finish cutting, shutting down the torch correctly prevents leaks and extends equipment life.
- Close the acetylene torch valve first, then the oxygen torch valve.
- Close the oxygen cylinder valve fully.
- Close the acetylene cylinder valve.
- Release pressure by opening the torch valves again until the gauges read zero.
- Back out (loosen) the regulator adjustment screws.
- Close the torch valves.
Storing your torch and hoses properly keeps them clean and reduces trip hazards.
Real-world Example: Cutting 1/2″ Steel Plate
Suppose you need to cut a piece of 1/2″ (12 mm) thick mild steel. Here’s how you would set up:
- Choose tip size 1 (as per manufacturer’s chart).
- Set oxygen regulator to 30-40 psi.
- Set acetylene regulator to 5-6 psi.
- Open the acetylene valve on the torch about 1/8 turn, light the flame.
- Slowly add oxygen until you get a neutral flame.
- Test the cutting lever to check flame stability.
- Heat the edge of the plate until it glows red.
- Press the cutting lever and move the torch at a steady speed.
If the cut is slow or rough, adjust the oxygen pressure slightly up. If the cut blows out too much metal, reduce the oxygen.
Comparing Oxy Acetylene Cutting To Other Methods
Oxy acetylene is popular, but how does it compare with other methods like plasma cutting or mechanical saws? This helps you decide when oxy acetylene is the right choice.
| Method | Material Thickness | Speed | Setup Cost | Cut Quality |
|---|---|---|---|---|
| Oxy Acetylene | 1/8″ to 12″ steel | Medium | Low | Good (thick steel) |
| Plasma Cutter | Thin to 1.5″ steel | Fast | High | Very good (thin steel) |
| Mechanical Saw | Thin to 2″ steel | Slow | Low to Medium | Clean edges |
Oxy acetylene works best for thick steel, repair work, and jobs without access to electricity. For thin sheet metal, plasma cutters are faster and produce smoother edges.
Tips For Saving Gas And Money
Gas costs add up, especially in busy shops. Here’s how to reduce waste:
- Use the lowest effective pressures for your cut.
- Use the right tip size—too large wastes gas.
- Shut off the torch between cuts.
- Fix leaks immediately.
- Purge hoses quickly—don’t overdo it.
- Store cylinders in a cool, shaded place to reduce pressure loss.
Insight: Many shops waste gas by leaving the torch running while measuring or repositioning the steel. Get in the habit of shutting off the torch if you pause for more than a few seconds.
Training And Certification
If you plan to cut steel in a professional setting, some countries require training or certification. This covers both safety and technical skills. Employers often look for certifications from organizations like the American Welding Society (AWS).
Learning from an experienced mentor or taking a class can help you avoid mistakes and work more efficiently. For detailed standards and safety rules, see resources from the Occupational Safety and Health Administration (OSHA).
Frequently Asked Questions
What Happens If I Use Too Much Acetylene Pressure?
Using too much acetylene is dangerous. Acetylene can become unstable and explosive above 15 psi. High pressure also causes a noisy, unstable flame and can damage your torch. Always keep acetylene below 15 psi—most cutting jobs work well at 3-8 psi.
Can I Use The Same Pressure Settings For All Steel Thicknesses?
No. Steel thickness changes the amount of heat and oxygen you need. Thin steel needs less pressure and a smaller tip. Thick steel needs more. Always adjust your pressures and tip size to match the job.
How Do I Know If My Torch Tip Is The Right Size?
Check the manufacturer’s chart for your torch. The right tip size matches the steel thickness and the recommended gas pressures. If you get slow cuts, too much slag, or a flame that sputters, you may need to change the tip.
What Should I Do If I See Bubbles During A Leak Test?
If you see bubbles while testing with soapy water, you have a gas leak. Turn off the gas, tighten the fittings, and test again. Do not use the torch until all leaks are fixed.
Is It Safe To Cut Painted Or Coated Steel?
Cutting painted or coated steel produces toxic fumes. Always work in a well-ventilated area and wear a respirator. Remove as much paint or coating as possible before cutting to reduce dangerous fumes.
Cutting steel with an oxy acetylene torch takes skill, patience, and attention to detail. Setting the right pressures is the foundation for safe, clean cuts. Follow the steps in this guide, keep your equipment in top shape, and always put safety first.
With practice, you will get faster, cleaner, and more confident in your cutting work.

