Disclosure: This post contains affiliate links and I will be compensated if you make a purchase after clicking through my links. Learn More
Welding is a skill that holds many secrets, and small details can make a big difference. One detail that often confuses new welders is the root opening in a weld joint. While this gap might look unimportant, it plays a central role in the quality, strength, and performance of a weld. Many problems in welding—like poor fusion or weak joints—can start if the root opening is too wide, too narrow, or inconsistent.
This article explains what root opening is, why it matters, and how it affects the final weld. You will learn how different root openings impact weld quality, what industry standards say, and how to select the correct gap for your work. You will also see practical examples, common mistakes, and expert tips that go beyond the basics. Whether you are a beginner or want to improve your technique, understanding the purpose of root opening can help you make better welds every time.
What Is Root Opening?
The root opening is the space or gap left between two pieces of metal at the joint before welding starts. This gap is usually measured at the narrowest point where the two metals meet. It is also called the root gap in welding terms.
This small space is not just for show. It helps control the depth of the weld and ensures the molten metal reaches the base of the joint. Without the right root opening, the weld may not fully penetrate, which can make the joint weak or even cause it to fail.
In simple words, the root opening is the controlled gap that welders set between the metal pieces before they start welding. The size of this gap depends on the type of joint, the welding process, and the thickness of the metal.
Why Is Root Opening Important In Welding?
The root opening affects many things in a weld joint. If the gap is too small or too large, problems can happen. Here are the main reasons why root opening matters:
1. Controls Weld Penetration
A proper root opening lets the heat from the welding arc reach the very bottom or “root” of the joint. This helps the molten metal flow into the gap and fuse both pieces. If the gap is too small, the heat and filler material cannot reach the base, causing poor penetration.
If the gap is too wide, the weld can burn through or create a weak weld.
2. Prevents Welding Defects
Many weld defects start at the joint root. A wrong root opening can lead to lack of fusion, porosity, or even cracking. Setting the right gap helps the weld pool form smoothly and reduces the risk of these common problems.
3. Ensures Consistent Quality
A consistent root opening means the weld will have even strength and appearance along the joint. This is important in projects where strength and looks both matter, such as pipelines, pressure vessels, or structural frames.
4. Helps Meet Welding Codes And Standards
Industry codes (like AWS D1. 1 for structural welding or ASME for pressure vessels) often specify the root opening for each type of weld. Following these standards is not just good practice—it is often the law for safety reasons.
5. Makes Welding Easier
A correct root opening allows the welder to control the weld pool better. This can lower the risk of burn-through, undercut, or other hard-to-fix mistakes. For new welders, a proper gap can make learning much smoother.
Credit: www.hgg-group.com
How Root Opening Affects Weld Quality
The size of the root opening can change the entire outcome of a weld. Here’s how different gaps affect the final result:
Narrow Root Opening
If the gap is too narrow, the weld may not go deep enough. This causes incomplete fusion or lack of penetration, meaning the two metal pieces are not fully joined. These are serious defects, especially in parts that carry weight or pressure.
Wide Root Opening
A large gap may cause the weld pool to fall through, known as burn-through. It can also lead to excessive weld metal use, making the joint weaker and wasting material. Sometimes, a wide root opening can cause the welded part to shrink unevenly, leading to warping.
Correct Root Opening
The right root opening gives just enough space for good penetration and fusion, without letting the weld pool drop through. It also helps control the amount of filler metal and heat needed. This results in a strong, clean, and reliable weld.
Here’s a comparison to show the effects:
| Root Opening Size | Common Result | Possible Defect |
|---|---|---|
| Too Narrow (<1mm) | Poor penetration | Lack of fusion |
| Correct (1-3mm)* | Good fusion | None (if other factors are correct) |
| Too Wide (>3mm) | Burn-through, excess filler | Porosity, cracking |
*The correct size depends on metal thickness and process.
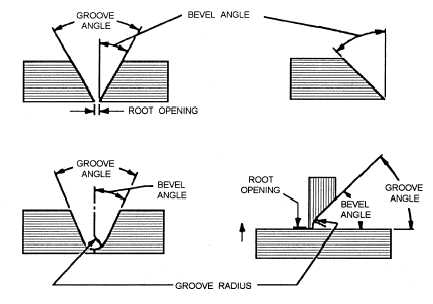
Root Opening In Different Types Of Weld Joints
Root opening is not the same for every type of weld joint. It changes based on how the pieces are joined and their shape. Here are the main types:
1. Butt Joint
Two pieces are placed edge-to-edge. The root opening is the gap between the edges. This is the most common place where root opening is critical.
2. T-joint
One piece is set at a right angle to another. Root opening is less critical, but some designs may require a small gap for full penetration.
3. Corner Joint
Two pieces meet at a corner. The root opening helps avoid burn-through and ensures the weld reaches the inside edge.
4. Edge Joint
The edges of two pieces are joined. Sometimes a small root opening is used to help the weld penetrate deeply.
5. Pipe And Tube Joints
In pipe welding, the root opening is very important. A small error can lead to leaks or weak points, especially in high-pressure systems.
Here’s a summary:
| Joint Type | Typical Root Opening | Main Purpose |
|---|---|---|
| Butt Joint | 1–3mm | Full penetration |
| T-Joint | 0–1mm | Ease of welding |
| Corner Joint | 0.5–2mm | Prevent burn-through |
| Edge Joint | 0–1mm | Deeper fusion |
| Pipe Joint | 1–3mm | Leak prevention |

Credit: yeswelder.com
Factors That Affect Root Opening Size
The best root opening depends on several things:
Metal Thickness
Thicker metals need a larger root opening to let the weld metal reach the base. Thin metals require a smaller gap to avoid burn-through.
Welding Process
Different welding methods need different root openings. For example, TIG welding often uses smaller gaps, while MIG or Stick welding can handle larger ones.
Type Of Joint
Some joints, like butt joints, need a precise root opening for strength. Others, like fillet joints, may need little or none.
Filler Metal
The type and amount of filler material also matter. If you use a lot of filler, a slightly larger root opening may help.
Fit-up And Tolerances
Shop conditions are never perfect. Small errors in cutting or fitting can change the root opening. Good welders check and adjust the gap before welding.
Heat Input
Higher heat input can handle a slightly larger gap, but too much heat can cause problems. Lower heat needs a tighter gap.
Here’s a table with examples:
| Factor | Effect on Root Opening |
|---|---|
| Thick Metal (>10mm) | Wider gap needed |
| Thin Metal (<3mm) | Narrow gap preferred |
| TIG Process | Small gap |
| Stick Welding | Medium gap |
| Poor Fit-up | Gap may vary, adjust as needed |
How To Set The Correct Root Opening
Setting the right root opening is a skill. Here is a step-by-step guide:
1. Check The Welding Procedure
Always read the Welding Procedure Specification (WPS) for your project. It lists the correct root opening for each joint.
2. Prepare The Metal Pieces
Cut the edges clean and square. Remove any rust, paint, or oil. Poor edge prep will ruin the root opening.
3. Use Spacers Or Tacks
Place spacers (like wires or strips) between the parts to set the gap. You can also use tack welds at both ends to hold the pieces in place.
4. Check With A Feeler Gauge
Measure the gap with a feeler gauge or ruler. Make sure the gap is even along the whole joint.
5. Adjust As Needed
If the gap is too tight, use a file or grinder to open it. If it’s too wide, move the pieces closer.
6. Tack Weld At Several Points
Tack the pieces at several points to stop them from moving. Check the gap again after tacking.
7. Start Welding
Weld as per the WPS. Watch the gap as you move along. If the pieces start to pull together or spread apart, adjust your technique.
Common Problems And Mistakes With Root Opening
Even experienced welders can make mistakes with root openings. Here are some common issues:
1. Uneven Gap
If the gap changes along the joint, the weld will be inconsistent. This leads to weak spots and possible leaks.
2. Wrong Size
A gap that is too small or too big can cause poor penetration, burn-through, or excess filler use.
3. Poor Fit-up
Bent or warped pieces do not fit well, making it hard to set an even root opening.
4. Not Checking After Tack Welding
Tacking can pull the pieces together, changing the gap. Always check and adjust if needed before full welding.
5. Ignoring The Wps
Some welders guess the gap instead of following the WPS. This can lead to failed inspections or unsafe joints.
How Root Opening Affects Weld Inspection
Weld inspectors pay close attention to the root opening. They check for correct size and consistency before, during, and after welding.
Visual Inspection
Before welding, inspectors measure the root opening with gauges or rulers. If the gap is wrong, they may ask to fix it before starting.
After Welding
Inspectors may cut or X-ray the weld to check penetration. If the root opening was wrong, the weld may fail these tests.
Code Compliance
In critical work (like pipelines or pressure vessels), welds must meet strict codes. Incorrect root opening is a common reason for rejecting a weld.
Credit: constructionmanuals.tpub.com
Industry Standards For Root Opening
Standards help ensure safety and quality. Here are some key guidelines:
American Welding Society (aws)
AWS D1.1 Structural Welding Code gives typical root openings:
- For steel up to 10mm thick: 1.6mm (+/- 0.8mm)
- For thicker steel: 3.2mm (+/- 1.6mm)
Asme Boiler And Pressure Vessel Code
ASME Section IX gives root opening ranges based on pipe size and thickness, often 1–3mm.
Iso Standards
ISO 9692-1 gives similar values. The exact number depends on the joint and material.
It’s important to check the standard for your project and follow it closely.
Practical Tips For Managing Root Opening
Here are some expert tips that can improve your results:
- Use standard spacers: Many shops use welding wires of known size as spacers. This gives a repeatable gap.
- Allow for shrinkage: Metal shrinks as it cools. Start with a slightly wider gap if you know it will close during welding.
- Pre-tack at intervals: Tacking every 50–100mm keeps the gap even.
- Check during welding: Pause and measure the gap every 30–40cm on long joints.
- Document your setup: Write down the spacer size and tack positions for repeat jobs.
Real-world Example: Pipeline Welding
In pipeline construction, root opening is critical. A small error can cause leaks or cracks under pressure. For example, in oil and gas pipelines, the common root opening is 1.6mm with a tolerance of +0.8mm. Welders use special clamps and spacers to hold this gap, and inspectors measure it before allowing the weld to start.
A case study from a large oil project showed that 70% of rejected welds failed due to incorrect root opening or poor fit-up. This shows how even small mistakes can cause big problems.
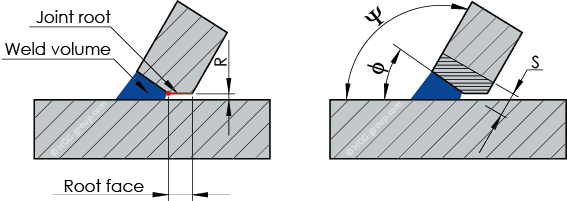
Root Opening Vs. Root Face
Some people confuse root opening with root face. The root face is the flat part at the bottom of a beveled joint. It is the land or surface that helps prevent burn-through. The root opening is the gap between the pieces.
- Root face: Flat area at joint base
- Root opening: Gap between pieces
Both must be correct for a strong weld, but they are not the same thing.
Non-obvious Insights About Root Opening
1. Root Opening Can Change During Welding
Heat from welding can pull the joint together or push it apart. Good welders learn to start with a gap slightly different from the plan, knowing it will change as they move along.
2. Root Opening Affects Welding Speed
A wider root opening may require slower welding to avoid burn-through. This can lower productivity and increase costs, especially on big jobs.
3. Different Materials Behave Differently
Aluminum expands more than steel. This means the root opening can close faster as you weld. Always test on scrap if you are using a new material.
4. Automation Needs Exact Gaps
Robotic welding systems cannot adjust for a changing root opening. For automated welds, keeping the gap exact is even more important.
5. Small Gaps Can Be Fixed, Big Gaps Are Harder
If the root opening is a little too small, you can often grind or file it open. If it’s too big, you may need to start over or use a backing strip, which slows work.
How To Troubleshoot Root Opening Problems
If you find problems with your root opening, here’s what you can do:
- Too narrow: Use a grinder or file to open the gap.
- Too wide: Add a backing strip or use a wider root face to reduce burn-through.
- Gap changes during welding: Use more tack welds or stronger clamps.
- Irregular gap: Check your cutting tools and edge prep.
Always fix the problem before welding the whole joint. Repairs after welding are much harder.
Frequently Asked Questions
What Is The Ideal Root Opening For A Butt Joint?
The ideal root opening for a butt joint is usually 1–3mm. The exact size depends on the metal thickness, type of welding, and project standards. Always check the Welding Procedure Specification (WPS) for your job.
Can I Weld Without Any Root Opening?
You can weld thin materials (like sheet metal) without a root opening, but for most structural or pressure work, a small gap is needed for full penetration. No gap can lead to poor fusion and weak joints.
What Happens If The Root Opening Is Too Wide?
A root opening that is too wide can cause burn-through, excessive filler use, and weak welds. It may also lead to porosity or cracking. If the gap is too large, add a backing strip or adjust the joint before welding.
How Do I Measure The Root Opening Accurately?
Use a feeler gauge, welding wire of known size, or a ruler. Check the gap at several points along the joint to make sure it is even. Always measure after tacking, as the gap can change.
Are There Standards For Root Opening In Welding?
Yes. Standards like AWS D1.1, ASME Section IX, and ISO 9692-1 give recommended root openings for different joints and materials. Always follow the standard for your project to pass inspection and ensure safety. For more details on standards, visit the Wikipedia Welding page.
A correct root opening is a key factor for strong, clean, and reliable welds. It affects everything from penetration to inspection results. By understanding how to set and control this simple gap, you avoid common mistakes and produce better work. Every welder should master the purpose and practice of root opening. This knowledge will set you apart and give you confidence in every weld you make.

