Disclosure: This post contains affiliate links and I will be compensated if you make a purchase after clicking through my links. Learn More
Welding titanium is important in industries like aerospace, medical devices, automotive, and sports equipment. Titanium offers high strength, low weight, and strong resistance to corrosion. But welding titanium is challenging. If you use the wrong process or technique, the weld can become weak or brittle. Many people ask: what is the best welding process for titanium? The answer depends on the grade of titanium, the product design, and the final use. This article explains the main welding processes for titanium, compares their strengths and weaknesses, and gives practical advice. You will learn how to choose the right process, avoid common mistakes, and get strong, reliable welds.
Why Is Welding Titanium Difficult?
Titanium has a high melting point—about 1,668°C (3,034°F). It also reacts fast with oxygen, nitrogen, and hydrogen at high temperatures. These reactions can cause embrittlement and make the welds crack or fail. Unlike steel or aluminum, titanium must stay protected from air during welding.
The welder must use special shielding gases and careful preparation.
Contamination can come from simple things. A fingerprint, dust, or oil can cause major problems. Even a brief exposure to room air can ruin a weld. Because of this, titanium welding needs strict cleaning, good shielding, and skilled handling.
Main Welding Processes For Titanium
Several welding processes are suitable for titanium. Each has its own strengths and limits. The most common processes are:
- Gas Tungsten Arc Welding (GTAW/TIG)
- Plasma Arc Welding (PAW)
- Gas Metal Arc Welding (GMAW/MIG)
- Electron Beam Welding (EBW)
- Laser Beam Welding (LBW)
- Resistance Spot Welding
- Friction Welding
- Ultrasonic Welding
Let’s look at each method in detail and compare them.
Credit: weldguru.com
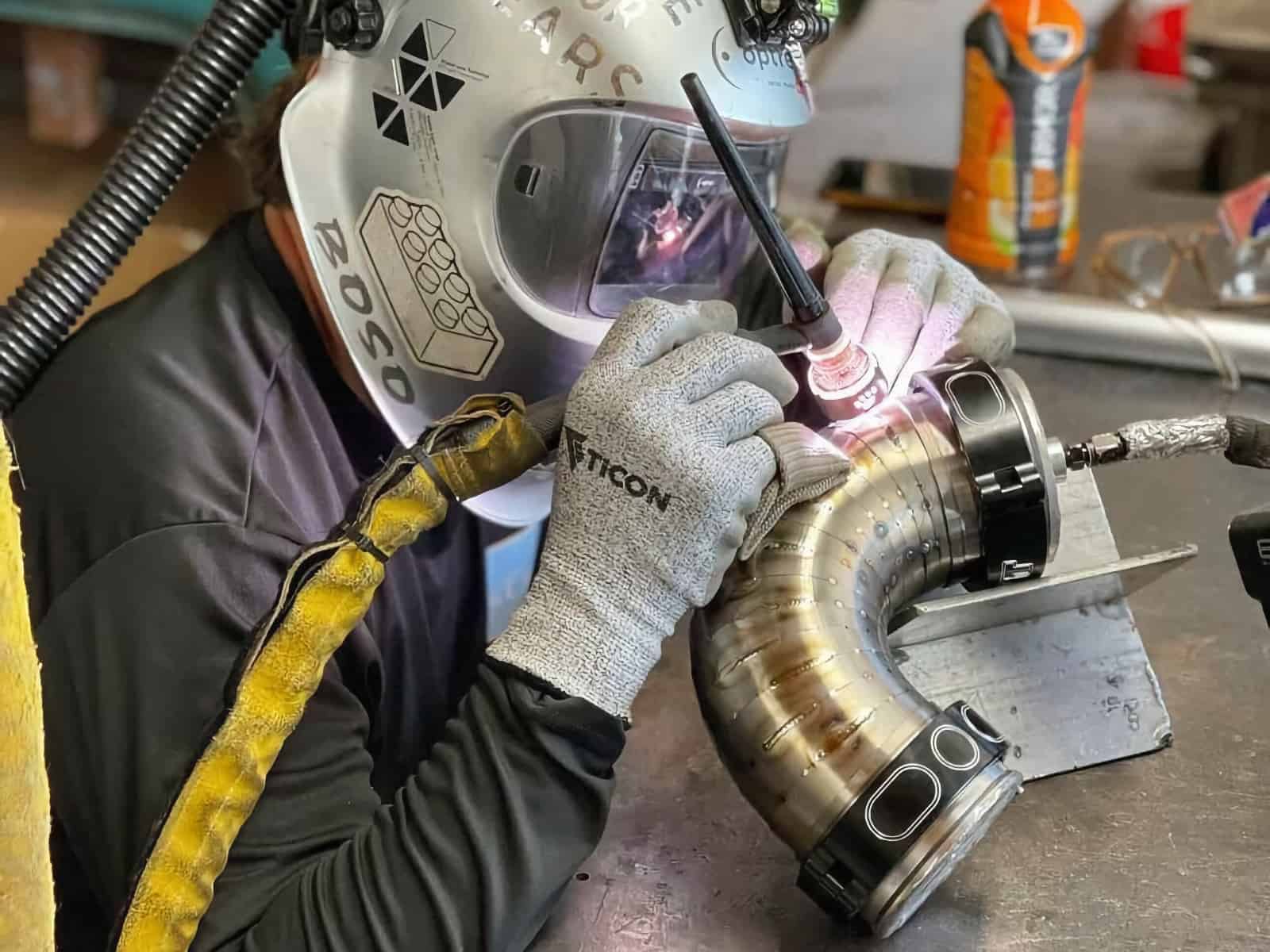
Gas Tungsten Arc Welding (gtaw/tig)
TIG welding is the most popular method for joining titanium. It uses a non-consumable tungsten electrode and inert gas (usually argon) to shield the weld area.
Advantages Of Tig Welding For Titanium
- Excellent weld quality. TIG gives precise control over the heat and filler material. The welds are smooth and strong.
- Good for thin and thick sections. You can weld sheets as thin as 0.5 mm or thicker plates.
- Easy to inspect. TIG welds are clean, making it easy to spot defects.
Disadvantages Of Tig Welding
- Slow process. TIG is not the fastest method, especially for long seams.
- Requires skill. The welder must keep the torch angle, speed, and distance just right.
- Strict cleanliness needed. Any contamination can ruin the weld.
Typical Uses
- Aerospace parts
- Medical implants
- Chemical processing equipment
Non-obvious Insights
- Argon purity matters. Use at least 99.999% pure argon for shielding. Even small amounts of air in the gas supply can cause defects.
- Back purging is critical. For tubing or pipes, protect the inside with argon while welding the outside. Many beginners skip this step and face inside oxidation.
Plasma Arc Welding (paw)
Plasma welding is similar to TIG but uses a smaller, hotter plasma arc. It creates a focused, high-energy beam.
Advantages
- High speed. PAW is faster than TIG on thicker parts.
- Narrow, deep welds. The plasma arc can make deep welds with less heat spread.
- Consistent quality. Automated systems can repeat the same weld many times.
Disadvantages
- Expensive equipment. Plasma torches cost more than TIG setups.
- More setup time. Adjusting the plasma and shielding systems takes practice.
- Not ideal for thin sheets. The focused heat can burn through thin titanium.
Typical Uses
- Aerospace engine parts
- High-volume industrial components
Non-obvious Insights
- Shielding is still essential. Plasma welding needs both primary and secondary shielding gases.
- Nozzle wear affects quality. Change the plasma nozzle often to keep a stable arc.
Gas Metal Arc Welding (gmaw/mig)
MIG welding uses a consumable wire electrode and inert gas to shield the weld.
Advantages
- High productivity. MIG is faster than TIG for long welds.
- Good for thick materials. It works well on heavy plates and large structures.
- Easy to automate. MIG can fit robotic welding lines.
Disadvantages
- More spatter and fumes. The process is less clean than TIG.
- Harder to control heat. Overheating can cause warping or oxidation.
- Quality varies. MIG welds on titanium often need more inspection.
Typical Uses
- Shipbuilding
- Large titanium frames
Non-obvious Insights
- Use a short arc. A long arc can cause arc instability and contamination.
- Keep the wire clean. Store filler wire in sealed containers to prevent surface contamination.
Electron Beam Welding (ebw)
EBW uses a focused beam of electrons in a vacuum to melt and join the metal.
Advantages
- Very deep welds. The electron beam can penetrate thick parts in a single pass.
- Minimal contamination. The vacuum removes air, so shielding is not a problem.
- Low heat input. Less distortion and smaller heat-affected zones.
Disadvantages
- Special equipment needed. EBW requires a vacuum chamber and complex controls.
- Not portable. You must bring the parts to the machine.
- High cost. Only suitable for high-value components.
Typical Uses
- Aerospace engine components
- High-precision parts
Non-obvious Insights
- Joint fit-up must be perfect. Gaps or misalignment can cause poor fusion.
- Surface finish matters. Rough or dirty surfaces can scatter the electron beam.
Laser Beam Welding (lbw)
Laser welding uses a focused laser to melt and join the metals.
Advantages
- Fast and precise. Lasers can weld at high speeds with small, neat welds.
- Minimal heat. Less warping and smaller affected zones.
- Easy to automate. Robots and CNC systems can control the laser path.
Disadvantages
- High initial cost. Lasers and safety systems are expensive.
- Reflectivity issues. Titanium can reflect some laser energy, making setup important.
- Sensitive to gaps. Parts must fit closely for good fusion.
Typical Uses
- Medical devices
- Electronic components
Non-obvious Insights
- Choose the right wavelength. Fiber lasers work better on titanium than CO2 lasers.
- Use shielding gas. Even with lasers, argon shielding prevents oxidation.
Resistance Spot Welding
This process joins thin titanium sheets by pressing them together and passing electric current through the joint.
Advantages
- Very fast. Each weld takes only seconds.
- No filler needed. The process melts the base metals together.
- Good for mass production. Useful for car parts and other sheet assemblies.
Disadvantages
- Limited to thin sheets. Not suitable for thick parts.
- Electrode wear. Titanium can wear out copper electrodes quickly.
- Surface preparation. Clean surfaces are critical.
Typical Uses
- Automotive panels
- Aircraft skins
Non-obvious Insights
- Use water cooling. Cooling the electrodes increases their life.
- Monitor nugget size. Small weld nuggets can reduce joint strength.
Friction Welding
Friction welding joins two parts by rubbing them together under pressure until the surfaces melt and bond.
Advantages
- No filler or shielding gas. The process is solid-state; no melting pool exposed to air.
- Strong joints. The weld zone is often stronger than the base metal.
- Works with dissimilar metals. You can join titanium to steel or aluminum.
Disadvantages
- Special machines needed. Friction welding is not a manual process.
- Limited joint shapes. Only certain shapes (like rods or tubes) can be joined.
- Not for thin parts. The process works best on thick, solid sections.
Typical Uses
- Aerospace drive shafts
- Medical tools
Non-obvious Insights
- Pre-cleaning still matters. Even though the process removes some surface, oil or dirt can still affect the weld.
- Flash removal is needed. The extra material pushed out during welding must be trimmed off.
Ultrasonic Welding
Ultrasonic welding uses high-frequency vibrations to join thin titanium sheets or wire.
Advantages
- Very fast. Welds in less than a second.
- Low heat. The process does not melt the whole part.
- No filler or gas. Only vibration and pressure are used.
Disadvantages
- Only for thin parts. Limited to sheets, wires, and foils.
- Specialized machines. Not available everywhere.
- Not for structural parts. Welds are strong but only for small components.
Typical Uses
- Electronic connectors
- Medical wire assemblies
Non-obvious Insights
- Joint design is critical. Overlaps and joint area must be precise.
- Vibration direction matters. Align the vibration with the joint for the best bond.

Credit: www.hosnti.com
Comparison Of Welding Processes For Titanium
The following table compares the key features of each welding process:
| Process | Best For | Shielding Needed | Part Thickness | Automation | Cost |
|---|---|---|---|---|---|
| TIG (GTAW) | Precision, thin to thick parts | Yes | 0.5 mm and up | Manual/Semi-auto | Medium |
| PAW | Thicker sections, repeatable | Yes | 2 mm and up | Auto/Semi-auto | High |
| MIG (GMAW) | Large structures | Yes | 3 mm and up | Auto/Semi-auto | Medium |
| EBW | Thick, high-value parts | No (Vacuum) | 5 mm and up | Auto | Very High |
| LBW | Precision, thin sheets | Yes | 0.1 mm and up | Auto | Very High |
| Spot Welding | Sheet joining | No | < 3 mm | Auto | Low-Medium |
| Friction Welding | Round parts, rods | No | > 5 mm | Auto | High |
| Ultrasonic Welding | Thin sheets, wires | No | < 1 mm | Auto | Medium |
Factors To Consider When Choosing The Best Welding Process
Selecting the best welding process for titanium depends on several important factors. Let’s review each one:
1. Part Thickness
- Use TIG or LBW for thin sheets.
- Choose MIG, PAW, or EBW for thick sections.
- Spot and ultrasonic welding suit thin parts only.
2. Weld Quality And Appearance
- For smooth, precise welds, TIG and LBW are top choices.
- For deep, strong welds in thick parts, EBW and PAW excel.
3. Production Volume
- Low volume or custom work: TIG is flexible.
- High volume: MIG, spot welding, or automated LBW/EBW save time.
4. Equipment Budget
- TIG and MIG use common equipment.
- EBW and LBW need expensive machines and trained operators.
5. Part Shape And Size
- Friction welding is best for round rods or tubes.
- Spot and ultrasonic welding are limited to sheets.
6. Shielding Requirements
- TIG, MIG, PAW, and LBW all need high-purity argon.
- EBW and solid-state processes (friction, ultrasonic) do not.
7. Application Standards
- Aerospace and medical: Only high-quality processes like TIG, EBW, or LBW are accepted.
- Industrial or automotive: MIG and spot welding are common.
Real-world Examples
To show how these factors work, here are three examples:
Aerospace Jet Engine Blade: Needs a deep, narrow weld with zero contamination. EBW is often used because it gives the best purity and strength, even though it is expensive.
Bicycle Frame: Requires precise, neat welds on thin tubes. TIG is common because it balances quality, speed, and cost.
Car Body Panel: Large sheets need to be joined quickly. Resistance spot welding is used because it is fast and repeatable.
Common Mistakes In Titanium Welding
Many problems with titanium welding come from small errors. Here are mistakes to avoid:
- Poor Cleaning: Not removing oil, fingerprints, or oxides leads to brittle welds. Clean all surfaces with acetone and a stainless steel brush.
- Weak Shielding: If gas flow drops or leaks, the weld turns blue or gray. Always check your shielding gas lines and flow rate.
- Wrong Filler Material: Use only filler rods that match or are compatible with the base titanium alloy.
- Incorrect Heat Input: Too much heat causes grain growth and weakens the weld. Too little heat can cause lack of fusion.
- No Back Purge: Not shielding the backside of the weld (especially in pipes) leads to internal oxidation.
- Touching the Electrode: If the tungsten touches the work, it contaminates the weld. Stop and regrind the electrode if this happens.
Credit: bakersgas.com
Tips For High-quality Titanium Welds
- Use dedicated tools. Only use brushes, files, and gloves that have not touched steel or other metals.
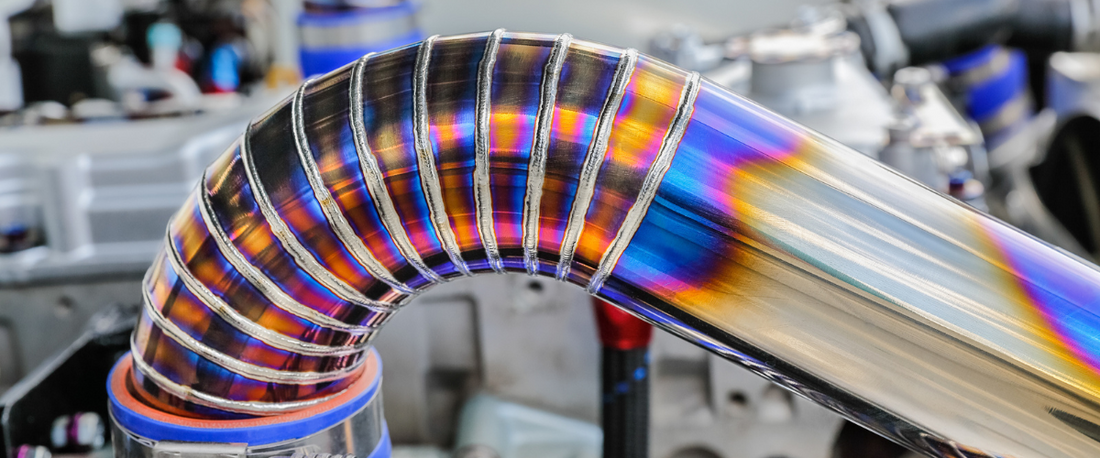
- Pre-weld inspection. Check for scratches or surface defects before welding.
- Monitor weld color. A silver or straw color means good shielding. Blue, purple, or gray means poor shielding and a weak weld.
- Practice on scrap. Try settings and technique on scrap titanium before welding the actual part.
- Store filler rods properly. Seal them in plastic tubes with desiccant to keep them dry and clean.
How Does Weld Quality Change With Process?
Here’s a comparison of typical weld quality by process:
| Process | Weld Strength | Porosity Risk | Appearance | Defect Risk |
|---|---|---|---|---|
| TIG (GTAW) | Very High | Low | Excellent | Low |
| PAW | Very High | Low | Very Good | Low |
| MIG (GMAW) | High | Medium | Good | Medium |
| EBW | Very High | Very Low | Excellent | Very Low |
| LBW | High | Low | Excellent | Low |
| Spot Welding | Medium | Low | Fair | Medium |
| Friction Welding | Very High | Very Low | Good | Low |
| Ultrasonic Welding | Medium | Low | Good | Low |
Which Welding Process Is Best For Titanium?
There is no single answer for all cases. But for most manual jobs, TIG welding (GTAW) offers the best mix of quality, control, and cost. It is the process most welders use for small parts, thin sheets, and critical joints. For thick or high-value parts, EBW and LBW are best but cost more and need special machines.
PAW is used where repeatability is key. MIG is good for big structures with less strict requirements. Spot, friction, and ultrasonic welding serve special uses.
Aerospace and medical industries demand the purest, strongest welds. They often use TIG, EBW, or LBW with full process control. For general industry, TIG and MIG are more common.
How To Prepare For Titanium Welding
Good results start before you strike an arc. Here’s how to prepare:
- Work area: Use a clean, dust-free area. Titanium attracts dirt and moisture.
- Clean parts: Wash with acetone or isopropyl alcohol. Dry completely.
- Gloves: Use powder-free nitrile or clean cotton gloves. Never touch titanium with bare hands.
- Tool cleaning: Use only stainless steel brushes and files that have never touched other metals.
- Fit-up: Clamp parts tightly. Gaps can cause shielding failures.
- Gas supply: Use high-purity argon. Check for leaks.
- Purge system: Set up for back purging if welding tubes or closed shapes.
Titanium Alloys And Their Weldability
Titanium comes in several grades. Some are easier to weld than others.
- Commercially pure (Grade 1-4): Easy to weld with TIG, MIG, or PAW.
- Ti-6Al-4V (Grade 5): Most common alloy, welds well with TIG, EBW, or LBW.
- Ti-6Al-2Sn-4Zr-2Mo: More sensitive to heat, best with EBW or PAW.
- Alpha alloys: Weldable with TIG and MIG.
- Beta alloys: Often need post-weld heat treatment.
Check the alloy type before you choose the process. Some alloys need special filler rods or heat treatment after welding.
Welding Codes And Standards
Titanium welding must follow industry standards, especially for aerospace and medical uses. Important standards include:
- AWS D1.9: Structural welding of titanium.
- ASTM B862: Standard for titanium pipe welding.
- ASME Section IX: Boiler and pressure vessel code for weld qualification.
Following these standards ensures safe, reliable welds. Always check your customer’s or industry’s requirements.
Summary Table: When To Use Each Process
Here’s a quick guide for choosing the right process:
| Application | Best Process |
|---|---|
| Thin sheets & tubes | TIG, LBW |
| Thick plates | EBW, PAW |
| Mass production | MIG, Spot welding |
| High-purity welds | EBW, LBW |
| Dissimilar metals | Friction welding |
| Small wires, foils | Ultrasonic welding |
Final Thoughts
Titanium welding needs care, skill, and the right process. The best welding process for titanium depends on your project’s needs—part thickness, quality standards, production size, and budget. TIG welding is the top choice for most manual jobs, giving clean and strong welds. For thicker or high-value parts, consider EBW or LBW if you have access to the equipment.
Always keep the work area clean, use pure shielding gas, and follow industry standards. Small mistakes can lead to big problems with titanium. Test your setup and inspect your welds carefully. With the right process and preparation, you can get welds that match titanium’s excellent strength and corrosion resistance.
For more technical details on titanium welding, see the Wikipedia guide.
Frequently Asked Questions
What Is The Most Common Welding Process For Titanium?
The most common process is TIG welding (GTAW). It gives high-quality welds and works for both thin and thick titanium parts. It is used in aerospace, medical, and other high-value industries.
Why Is Shielding Gas So Important In Titanium Welding?
Titanium reacts with air at high temperatures. Shielding gas (usually argon) protects the weld from oxygen and nitrogen. Without it, the weld becomes brittle and weak.
Can You Weld Titanium To Other Metals?
Yes, but only with special processes like friction welding. You cannot use TIG or MIG to join titanium to steel or aluminum because of different melting points and chemical properties.
How Do You Check If A Titanium Weld Is Good?
Check for weld color (silver or straw means good shielding), smooth appearance, and no cracks or porosity. You can also use X-ray or ultrasonic inspection for critical parts.
Do You Need Special Filler Rods For Titanium Welding?
Yes. Always use filler rods that match the base titanium alloy. For example, use Grade 5 filler for Ti-6Al-4V base metal. This ensures the weld has the right strength and corrosion resistance.

